

1.0 Lựa chọn vật liệu lưỡi dao
1.1 Lưỡi thép cacbon
Lưỡi thép cacbon cơ bản và giá cả phải chăng, lý tưởng để cắt các kim loại mềm như nhôm, đồng, đồng thau, đồng đỏ và các kim loại màu khác. Thích hợp cho các xưởng sử dụng máy cưa lọng không thường xuyên.
1.2 Lưỡi dao lưỡng kim
Lưỡi dao lưỡng kim là tiêu chuẩn công nghiệp cho các nhiệm vụ cắt đa dạng. Với lưỡi cắt bằng thép tốc độ cao (HSS) được hàn vào mặt sau bằng thép hợp kim dẻo, chúng kết hợp độ cứng với độ linh hoạt. Chúng bền và phù hợp để cắt nhiều loại vật liệu, bao gồm cả thép không gỉ.
1.3 Lưỡi dao đầu cacbua
Lưỡi dao đầu cacbua thích hợp nhất để cắt vật liệu cứng hoặc mài mòn, bao gồm thép cứng và hợp kim lạ. Răng cacbua vonfram hàn vào dải thép mềm dẻo mang lại độ bền vượt trội, đặc biệt là đối với sản xuất khối lượng lớn.



2.0 Bước răng (TPI) và tầm quan trọng của nó
2.1 Tại sao TPI quan trọng
TPI (số răng trên một inch) ảnh hưởng đến tốc độ cắt, độ hoàn thiện bề mặt và độ rung. TPI cao hơn mang lại đường cắt mịn hơn nhưng tốc độ nạp chậm hơn. TPI thấp hơn cho phép cắt nhanh hơn nhưng tạo ra bề mặt thô hơn.
2.2 TPI và Độ dày vật liệu
TPI có mối quan hệ nghịch đảo với độ dày vật liệu. Vật liệu mỏng cần TPI cao để giảm rung động và mẻ răng. Vật liệu dày cần TPI thấp hơn để cắt mạnh và loại bỏ phoi hiệu quả.

2.3 Biểu đồ TPI được đề xuất (Vật liệu rắn)
| Độ dày vật liệu | TPI được đề xuất |
| < 3mm | 24 – 32 TPI |
| 3 – 6mm | 18 – 24 TPI |
| 6 – 12mm | 14 – 18 TPI |
| 12 – 25mm | 10 – 14 TPI |
| > 25mm | 6 – 10 TPI |
2.4 TPI cho Ống và Hồ sơ
Đối với ống và thanh, cả độ dày thành và đường kính tối đa đều quan trọng. Đối với ống và thanh có thành mỏng, hãy ưu tiên độ dày thành. Đối với vật liệu dày hơn, đường kính trở nên có ảnh hưởng hơn.
TPI xấp xỉ cho Hồ sơ (Độ dày thành lên đến 100 mm)
| Độ dày thành (mm) | Ø25mm | Ø50 mm | Ø100mm | Ø200mm | Ø500mm |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
Với đường kính nhỏ, TPI được khuyến nghị giống với vật liệu rắn để tránh rung và hư hỏng răng khi cắt cạnh mỏng. Đối với các cấu hình lớn hơn, độ bền vật liệu sẽ giảm vấn đề này, cho phép ít răng hơn để cắt mịn hơn.
2.5 TPI được đề xuất theo Vật liệu lưỡi dao
Dưới đây là các giá trị TPI được khuyến nghị cho lưỡi thép cacbon, thép hợp kim và thép tốc độ cao dựa trên loại vật liệu và độ dày. Các giá trị này đóng vai trò là hướng dẫn nhanh để lựa chọn lưỡi dao phù hợp.


2.6 Lưỡi thép cacbon
| Ứng dụng | Độ dày của kim loại | Lưỡi dao TPI |
| Dùng cho nhôm, đồng thau, đồng, đồng mềm, magiê, gỗ, thép mềm, thép cứng hơn (tốc độ chậm) | 1/2″ đến 3-3/8″ | 6 |
| Giống như trên | 3/8″ đến 1″ | 8 |
| Dùng cho nhôm, sắt góc, gang, đồng thau, đồng, ống mạ kẽm, thép mềm, thép cứng hơn (tốc độ chậm) | 3/16″ đến 3/4″ | 10 |
| Giống như trên, cộng thêm cáp điện | 5/32″ đến 1/2″ | 14 |
| Dành cho ống có thành mỏng và các phần mỏng | 1/8″ đến 1/4″ | 18 |
| Dành cho vật liệu siêu mỏng | 3/32″ đến 1/8″ | 18 |
2.7 Lưỡi thép hợp kim
| Ứng dụng | Độ dày của kim loại | Lưỡi dao TPI |
| Dùng cho nhôm, gang, đồng thau, đồng, ống mạ kẽm, thép mềm, thép cứng hơn (crom, vonfram) | 3/16″ đến 1″ | 10 |
| Giống như trên, bao gồm cả cáp điện | 5/32″ đến 3/4″ | 14 |
| Dành cho ống có thành mỏng và vật liệu mềm | 1/8″ đến 1/2″ | 18 |
| Dành cho vật liệu siêu mỏng | 3/32″ đến 1/8″ | 24 |
2.8 Lưỡi thép tốc độ cao (HSS)
| Ứng dụng | Độ dày của kim loại | Lưỡi dao TPI |
| Dùng cho nhôm, sắt góc, đồng thau, đồng, ống mạ kẽm, thép mềm, thép cứng hơn (không gỉ, crom, vonfram) | 7/32″ đến 7/8″ | 10 |
| Giống như trên | 3/16″ đến 5/8″ | 14 |
| Đối với các phần mỏng hơn | 5/32″ đến 3/8″ | 18 |
Mẹo: Đối với các vật liệu khó cắt như thép không gỉ và thép vonfram, nên sử dụng lưỡi cắt HSS ở tốc độ chậm hơn và bôi trơn thích hợp.
3.0 Cấu hình răng
3.1 Lưỡi dao răng thường
- Răng thẳng
- Khoảng cách đều nhau với các rãnh sâu
- Góc nghiêng 0°
- Thích hợp cho mục đích cưa thông thường và cắt theo đường viền của tấm kim loại mỏng.
3.2 Lưỡi Răng Móc
- Răng lớn, khoảng cách rộng
- Thực quản sâu
- Góc nghiêng dương 10°
- Thích hợp để cắt nhanh và thô trên kim loại dày hoặc cứng.
3.3 Lưỡi dao răng bỏ qua
- Răng thưa với rãnh nông
- Góc nghiêng 0° với hình dạng răng 90°
- Thích hợp cho kim loại màu và vật liệu mềm, giảm tắc nghẽn.
4.0 Mẫu bộ răng
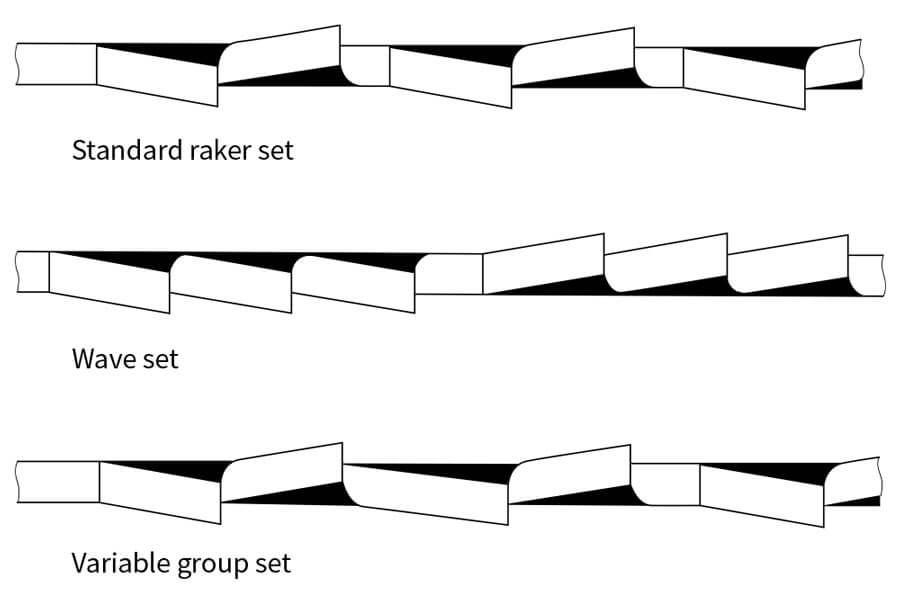
4.1 Bộ răng tiêu chuẩn
- Thay đổi độ lệch trái và phải
- Dùng cho mục đích cắt thông thường với chiều rộng rãnh cắt vừa phải.
4.2 Bộ biến đổi (Lượn sóng)
- Thay đổi dần dần ở các vị trí lệch trái và lệch phải
- Giảm độ rung, lý tưởng cho các vật liệu mỏng và phần rỗng.
4.3 Bộ thẳng (Raker)
- Độ lệch tối thiểu hoặc không có
- Tạo ra các đường cắt nhỏ, hẹp nhưng làm tăng nguy cơ kẹt giấy.
5.0 Những cân nhắc bổ sung
5.1 Chiều rộng rãnh và ứng suất cắt
Lưỡi dao đầu cacbua tạo ra một rãnh rộng hơn, tăng ứng suất lên phôi và có thể làm biến dạng vật liệu mỏng. Lưỡi dao thép cacbon và kim loại kép tạo ra các rãnh hẹp hơn, phù hợp hơn với vật liệu mỏng hoặc tinh xảo.
Điều này đặc biệt quan trọng đối với máy cưa băng thủ công, trong đó tốc độ đưa dao của người vận hành có thể thay đổi, làm tăng nguy cơ mòn lưỡi dao.
5.2 Kiểm soát rung động
Tránh khoảng cách răng rộng hơn độ dày vật liệu để giảm thiểu rung động và mài mòn. Đảm bảo nhiều răng ăn khớp trong quá trình cắt.
5.3 Làm mát và bôi trơn
Lưỡi dao hai kim loại và đầu cacbua rất nhạy cảm với tình trạng quá nhiệt. Làm mát thích hợp để kéo dài tuổi thọ lưỡi dao và cải thiện hiệu quả cắt.
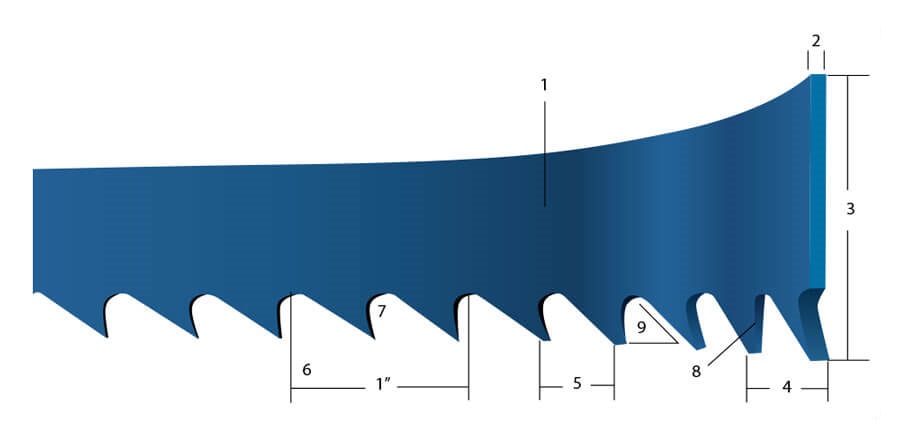
6.0 Thuật ngữ lưỡi cưa lọng
- Mặt sau: Lưỡi dao không cắt được
- Chiều rộng/Chiều cao: Khoảng cách từ đầu răng đến mặt sau
- Bộ: Số lượng răng lệch khỏi đường tâm lưỡi dao
- Bước răng: Khoảng cách giữa các đầu răng (được sử dụng để tính TPI)
- Thực quản: Khu vực cong giữa các răng để loại bỏ vụn
- Mặt răng: Mặt trước của răng
- Góc cào: Góc của mặt răng so với đường vuông góc với hướng lưỡi dao
7.0 Bản tóm tắt
Để có hiệu suất tối ưu, hãy chọn lưỡi cưa lọng dựa trên:
- Loại vật liệu (rắn, ống hoặc dạng hình)
- Bề mặt hoàn thiện mong muốn
- Tốc độ cắt và hiệu quả
- Vật liệu lưỡi và cấu hình răng
- TPI chính xác khi xem xét độ dày và hình dạng vật liệu
Luôn tham khảo khuyến nghị hoặc danh mục của nhà sản xuất lưỡi dao để chọn lưỡi dao phù hợp nhất cho ứng dụng cắt của bạn.
Tài liệu tham khảo: https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide

