

1.0 การเลือกใช้วัสดุใบมีด
1.1 ใบมีดเหล็กกล้าคาร์บอน
ใบมีดเหล็กกล้าคาร์บอนเป็นวัสดุพื้นฐานและราคาไม่แพง เหมาะสำหรับการตัดโลหะที่มีความอ่อนตัว เช่น อะลูมิเนียม ทองแดง ทองเหลือง ทองสัมฤทธิ์ และโลหะที่ไม่ใช่เหล็กอื่นๆ เหมาะสำหรับโรงงานที่มีการใช้เลื่อยสายพานเป็นครั้งคราว
1.2 ใบมีดไบเมทัล
ใบมีดไบเมทัลเป็นมาตรฐานอุตสาหกรรมสำหรับงานตัดที่หลากหลาย ใบมีดมีขอบตัดเหล็กกล้าความเร็วสูง (HSS) ที่เชื่อมกับเหล็กกล้าอัลลอยด์ที่มีความยืดหยุ่นด้านหลัง ใบมีดมีความแข็งแรงและยืดหยุ่น ใบมีดมีความทนทานและเหมาะสำหรับการตัดวัสดุหลากหลายประเภท รวมถึงสแตนเลส
1.3 ใบมีดปลายคาร์ไบด์
ใบมีดปลายคาร์ไบด์เหมาะที่สุดสำหรับการตัดวัสดุแข็งหรือวัสดุที่มีฤทธิ์กัดกร่อน เช่น เหล็กกล้าชุบแข็งและโลหะผสมหายาก ฟันคาร์ไบด์ทังสเตนที่เชื่อมติดกับแถบเหล็กที่มีความยืดหยุ่นช่วยให้มีความทนทานเป็นพิเศษ โดยเฉพาะอย่างยิ่งสำหรับการผลิตปริมาณมาก



2.0 ระยะห่างระหว่างฟัน (TPI) และความสำคัญ
2.1 เหตุใด TPI จึงมีความสำคัญ
TPI (จำนวนฟันต่อนิ้ว) ส่งผลต่อความเร็วในการตัด ผิวสำเร็จ และการสั่นสะเทือน TPI ที่สูงขึ้นจะตัดได้ละเอียดขึ้นแต่มีอัตราป้อนที่ช้าลง TPI ที่ต่ำกว่าจะทำให้ตัดได้เร็วขึ้นแต่พื้นผิวจะหยาบขึ้น
2.2 TPI และความหนาของวัสดุ
TPI สัมพันธ์แบบผกผันกับความหนาของวัสดุ วัสดุที่บางต้องการ TPI สูงเพื่อลดการสั่นสะเทือนและการบิ่นของฟัน วัสดุที่หนาต้องการ TPI ต่ำเพื่อการตัดที่รุนแรงและการขจัดเศษโลหะอย่างมีประสิทธิภาพ

2.3 แผนภูมิ TPI ที่แนะนำ (วัสดุแข็ง)
| ความหนาของวัสดุ | TPI ที่แนะนำ |
| < 3 มม. | 24 – 32 ทีพีไอ |
| 3 – 6 มม. | 18 – 24 ทีพีไอ |
| 6 – 12 มม. | 14 – 18 ทีพีไอ |
| 12 – 25 มม. | 10 – 14 ทีพีไอ |
| > 25 มม. | 6 – 10 ทีพีไอ |
2.4 TPI สำหรับท่อและโปรไฟล์
สำหรับท่อและโปรไฟล์ ทั้งความหนาของผนังและเส้นผ่านศูนย์กลางสูงสุดมีความสำคัญ สำหรับท่อและโปรไฟล์ที่มีผนังบาง ควรให้ความสำคัญกับความหนาของผนัง สำหรับวัสดุที่หนากว่า เส้นผ่านศูนย์กลางจะมีอิทธิพลมากกว่า
ค่า TPI โดยประมาณสำหรับ โปรไฟล์ (ความหนาของผนังสูงสุดถึง 100 มม.)
| ความหนาของผนัง (มม.) | Ø 25 มม. | Ø 50 มม. | Ø 100 มม. | Ø 200 มม. | Ø 500 มม. |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
ด้วยเส้นผ่านศูนย์กลางที่เล็ก TPI ที่แนะนำจึงมีลักษณะคล้ายวัสดุแข็งเพื่อหลีกเลี่ยงการสั่นสะเทือนและความเสียหายของฟันเมื่อตัดขอบที่มีผนังบาง สำหรับโปรไฟล์ขนาดใหญ่ ความแข็งแกร่งของวัสดุจะช่วยลดปัญหานี้ ทำให้มีฟันน้อยลงเพื่อการตัดที่เรียบเนียนยิ่งขึ้น
2.5 TPI ที่แนะนำตามวัสดุใบมีด
ด้านล่างนี้คือค่า TPI ที่แนะนำสำหรับใบมีดเหล็กกล้าคาร์บอน เหล็กกล้าอัลลอยด์ และเหล็กกล้าความเร็วสูง โดยพิจารณาจากประเภทและความหนาของวัสดุ ค่าเหล่านี้ทำหน้าที่เป็นแนวทางด่วนในการเลือกใบมีดที่เหมาะสม


2.6 ใบมีดเหล็กกล้าคาร์บอน
| แอปพลิเคชัน | ความหนาของโลหะ | ใบมีด TPI |
| สำหรับอลูมิเนียม ทองเหลือง ทองแดง ทองแดงอ่อน แมกนีเซียม ไม้ เหล็กอ่อน เหล็กเหนียว (ความเร็วต่ำ) | 1/2″ ถึง 3-3/8″ | 6 |
| เช่นเดียวกับข้างต้น | 3/8″ ถึง 1″ | 8 |
| สำหรับอลูมิเนียม เหล็กฉาก เหล็กหล่อ ทองสัมฤทธิ์ ทองเหลือง ทองแดง ท่ออาบสังกะสี เหล็กอ่อน เหล็กเหนียว (ความเร็วต่ำ) | 3/16″ ถึง 3/4″ | 10 |
| เช่นเดียวกับด้านบนบวกสายไฟฟ้า | 5/32″ ถึง 1/2″ | 14 |
| สำหรับท่อผนังบางและส่วนบาง | 1/8″ ถึง 1/4″ | 18 |
| สำหรับวัสดุที่บางเป็นพิเศษ | 3/32″ ถึง 1/8″ | 18 |
2.7 ใบมีดเหล็กอัลลอยด์
| แอปพลิเคชัน | ความหนาของโลหะ | ใบมีด TPI |
| สำหรับอลูมิเนียม เหล็กหล่อ ทองสัมฤทธิ์ ทองเหลือง ทองแดง ท่อสังกะสี เหล็กอ่อน เหล็กที่เหนียวกว่า (โครเมียม ทังสเตน) | 3/16″ ถึง 1″ | 10 |
| เช่นเดียวกับข้างต้นรวมถึงสายไฟฟ้า | 5/32″ ถึง 3/4″ | 14 |
| สำหรับท่อผนังบางและวัสดุอ่อน | 1/8″ ถึง 1/2″ | 18 |
| สำหรับวัสดุที่บางเป็นพิเศษ | 3/32″ ถึง 1/8″ | 24 |
2.8 ใบมีดเหล็กกล้าความเร็วสูง (HSS)
| แอปพลิเคชัน | ความหนาของโลหะ | ใบมีด TPI |
| สำหรับอลูมิเนียม เหล็กฉาก ทองสัมฤทธิ์ ทองเหลือง ทองแดง ท่อสังกะสี เหล็กอ่อน เหล็กที่เหนียวกว่า (สแตนเลส โครเมียม ทังสเตน) | 7/32″ ถึง 7/8″ | 10 |
| เช่นเดียวกับข้างต้น | 3/16″ ถึง 5/8″ | 14 |
| สำหรับส่วนที่บางกว่า | 5/32″ ถึง 3/8″ | 18 |
เคล็ดลับ: สำหรับวัสดุที่ตัดยาก เช่น เหล็กสเตนเลสและเหล็กทังสเตน ขอแนะนำให้ใช้ใบมีด HSS ที่ความเร็วต่ำพร้อมการหล่อลื่นที่เหมาะสม
3.0 โครงสร้างของฟัน
3.1 ใบมีดแบบฟันธรรมดา
- ฟันหน้าเรียบ
- ระยะห่างสม่ำเสมอด้วยร่องคอลึก
- มุมเอียง 0°
- เหมาะสำหรับการเลื่อยทั่วไปและการตัดรูปทรงของแผ่นโลหะบาง
3.2 ใบมีดฟันขอ
- ฟันมีขนาดใหญ่และมีระยะห่างกันมาก
- คอหอยลึก
- มุมเอียงบวก 10°
- เหมาะสำหรับการตัดหยาบอย่างรวดเร็วบนโลหะหนาหรือแข็ง
3.3 ใบมีดข้ามฟัน
- ฟันห่างกันมากและมีร่องฟันตื้น
- มุมเอียง 0° พร้อมฟันเฟือง 90°
- เหมาะสำหรับโลหะที่ไม่มีธาตุเหล็กและวัสดุอ่อน ช่วยลดการอุดตัน
4.0 รูปแบบชุดฟัน
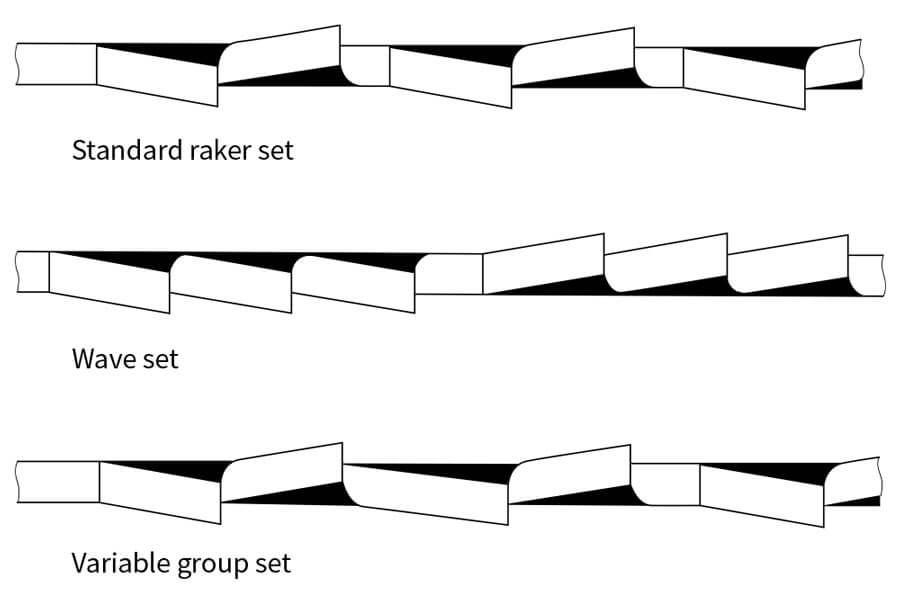
4.1 ชุดฟันมาตรฐาน
- สลับออฟเซ็ตซ้ายและขวา
- สำหรับงานตัดทั่วไปโดยมีความกว้างร่องตัดปานกลาง
4.2 ชุดตัวแปร(คลื่น)
- การเปลี่ยนแปลงแบบค่อยเป็นค่อยไปในออฟเซ็ตด้านซ้ายและขวา
- ลดการสั่น เหมาะสำหรับวัสดุบางและส่วนที่เป็นโพรง
4.3 ชุดตรง (คราดเกอร์)
- ออฟเซ็ตน้อยที่สุดหรือไม่มีเลย
- สร้างร่องตัดที่ละเอียดและแคบแต่เพิ่มความเสี่ยงในการยึดติด
5.0 ข้อควรพิจารณาเพิ่มเติม
5.1 ความกว้างของร่องตัดและความเค้นในการตัด
ใบเลื่อยปลายคาร์ไบด์สร้างร่องตัดที่กว้างขึ้น ส่งผลให้ชิ้นงานเกิดความเครียดมากขึ้น และอาจทำให้วัสดุบางเสียรูปได้ ใบเลื่อยเหล็กกล้าผสมและเหล็กกล้าคาร์บอนสร้างร่องตัดที่แคบกว่า เหมาะกับวัสดุบางหรือบอบบางมากกว่า
สิ่งนี้มีความสำคัญโดยเฉพาะอย่างยิ่งสำหรับ เครื่องเลื่อยสายพานแบบมือโยกซึ่งอัตราการป้อนของผู้ปฏิบัติงานอาจแตกต่างกันไป ส่งผลให้ความเสี่ยงต่อการสึกหรอของใบมีดเพิ่มขึ้น
5.2 การควบคุมการสั่นสะเทือน
หลีกเลี่ยงช่องว่างระหว่างฟันที่กว้างกว่าความหนาของวัสดุเพื่อลดการสั่นสะเทือนและการสึกหรอ ให้แน่ใจว่าฟันหลายซี่ถูกเกี่ยวเข้าระหว่างการตัด
5.3 การระบายความร้อนและการหล่อลื่น
ใบมีดแบบไบเมทัลและปลายคาร์ไบด์ไวต่อความร้อนสูงเกินไป ควรทำการระบายความร้อนอย่างเหมาะสมเพื่อยืดอายุการใช้งานของใบมีดและเพิ่มประสิทธิภาพในการตัด
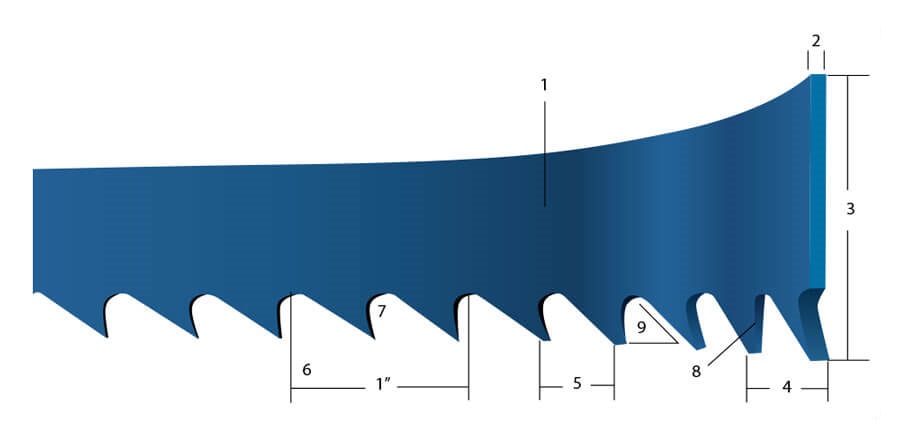
6.0 คำศัพท์ของใบเลื่อยวงเดือน
- กลับ:ความคมของใบมีดที่ไม่คม
- ความกว้าง/ความสูง: ระยะห่างจากปลายฟันถึงด้านหลัง
- ชุด:จำนวนฟันที่เคลื่อนออกจากแนวแกนกลางของใบมีด
- ระยะห่างระหว่างฟัน:ระยะห่างระหว่างปลายฟัน (ใช้ในการคำนวณ TPI)
- หลอดอาหาร:ส่วนโค้งระหว่างฟันเพื่อขูดชิป
- หน้าฟัน: พื้นผิวด้านหน้าของฟัน
- มุมคราด:มุมของหน้าฟันเทียบกับเส้นตั้งฉากกับทิศทางของใบมีด
7.0 สรุป
เพื่อประสิทธิภาพที่ดีที่สุด เลือกใบเลื่อยวงเดือนของคุณตาม:
- ประเภทวัสดุ (แบบแข็ง แบบท่อ หรือแบบโปรไฟล์)
- พื้นผิวที่ต้องการ
- ความเร็วในการตัดและประสิทธิภาพ
- วัสดุของใบมีดและรูปร่างของฟัน
- TPI ที่ถูกต้องโดยคำนึงถึงความหนาและรูปร่างของวัสดุ
ควรปรึกษาคำแนะนำหรือแคตตาล็อกของผู้ผลิตใบมีดเสมอเพื่อเลือกใบมีดที่เหมาะกับการใช้งานการตัดของคุณมากที่สุด
อ้างอิง: https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide

