การแนะนำ:
ท่อดัดเป็นส่วนประกอบที่สำคัญในอุตสาหกรรมต่างๆ เช่น การก่อสร้าง ยานยนต์ อวกาศ และวิศวกรรมเคมี เนื่องจากมีปริมาณมากและมีหลายประเภท ชิ้นส่วนเหล่านี้ตอบสนองความต้องการที่เพิ่มมากขึ้นสำหรับผลิตภัณฑ์ที่มีน้ำหนักเบาและมีความแข็งแรงสูง ทั้งในแง่ของวัสดุและโครงสร้าง
อย่างไรก็ตาม ในระหว่างกระบวนการดัด อาจเกิดปัญหาความเครียดและการเสียรูปได้ ส่งผลกระทบต่อประสิทธิภาพการทำงานของท่อ และอาจนำไปสู่ปัญหาโครงสร้างและปัญหาอื่นๆ ได้
บทความนี้มีวัตถุประสงค์เพื่อตอบคำถามและคำตอบที่เกี่ยวข้องกับความเครียดและการเสียรูปในท่อดัดสแตนเลส
1.0 สาเหตุของความเครียดและการเสียรูปในท่อดัด
1.1 ความเครียดที่เกิดขึ้นระหว่างการประมวลผล
อัตราการทำความเย็น: ในกระบวนการดัด อัตราการระบายความร้อนที่ไม่สม่ำเสมออาจทำให้เกิดความแตกต่างของอุณหภูมิภายในวัสดุท่อ ส่งผลให้คุณสมบัติทางกลในแต่ละบริเวณแตกต่างกันและทำให้เกิดความเครียดจากความร้อน เมื่ออัตราการระบายความร้อนระหว่างบริเวณต่างๆ แตกต่างกันอย่างมีนัยสำคัญ การยืดหรือ ความเครียดอัด อาจเกิดขึ้นในบริเวณที่มีอุณหภูมิสูงหรือต่ำ การกระจายความเค้นที่ไม่สม่ำเสมออาจนำไปสู่การเสียรูปในบริเวณนั้นหรือการสะสมความเค้นตกค้าง ส่งผลกระทบต่อคุณภาพของท่อ
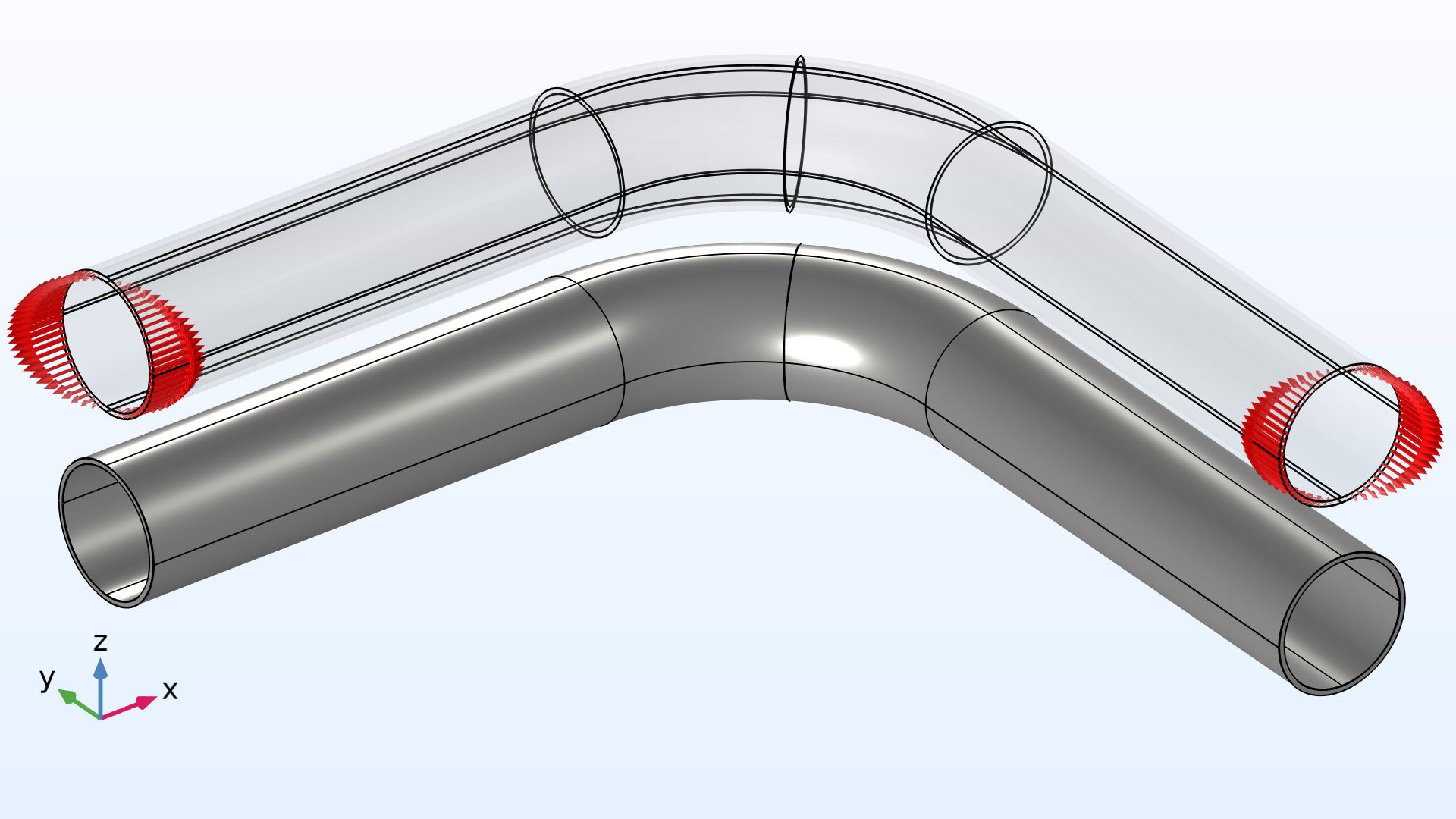
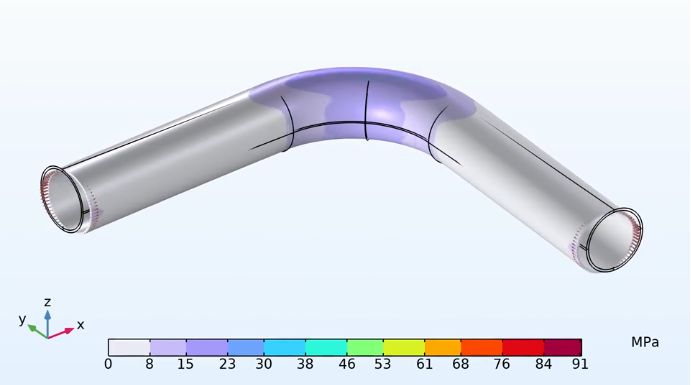
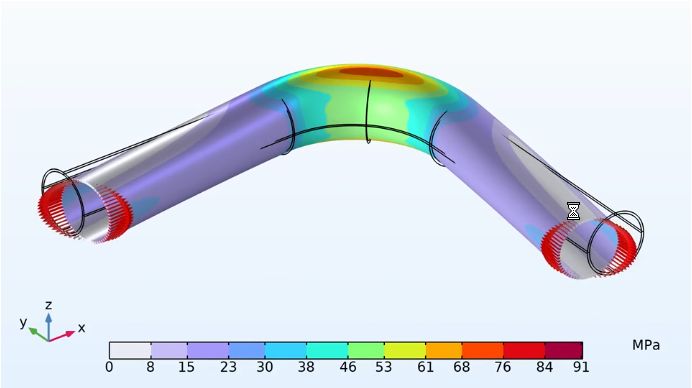
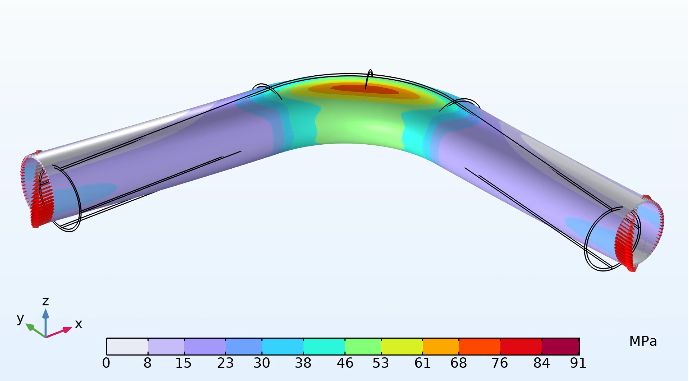
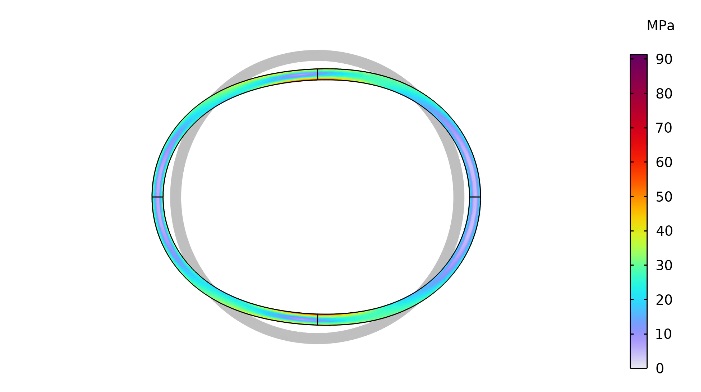
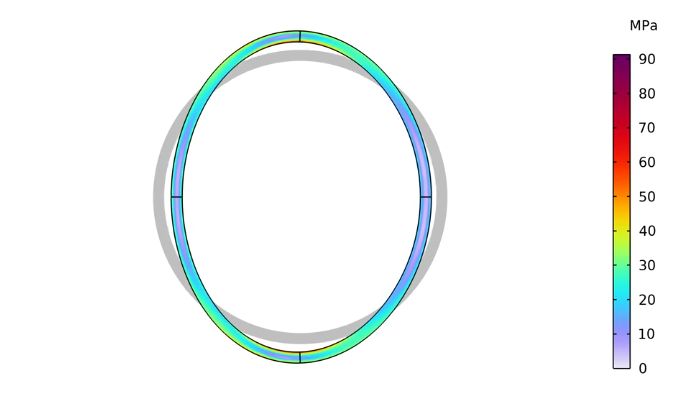
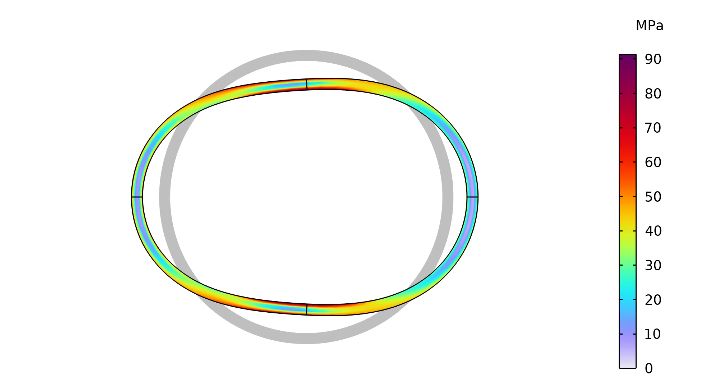
กระบวนการดัด: ในระหว่างการดัดท่อสแตนเลส แรงดึงจะเกิดขึ้นที่ด้านนอก ในขณะที่แรงกดจะเกิดขึ้นที่ด้านใน การกระจายแรงที่ไม่สม่ำเสมอในส่วนต่างๆ อาจทำให้เกิดการเสียรูป เช่น การเกิดรูปไข่หรือรอยย่นในระหว่างกระบวนการดัด
การประมวลผลที่ไม่เหมาะสม: การใช้แม่พิมพ์หรือเครื่องดัดที่ไม่เหมาะสม การตั้งค่า CNC ที่ไม่เหมาะสม ความเร็วในการประมวลผลที่มากเกินไป หรือการหล่อลื่นที่ไม่ดี อาจทำให้เกิดความเค้นสะสมในบริเวณเฉพาะที่และการเสียรูปที่ไม่สามารถย้อนกลับได้ภายในท่อ
1.2 ผลกระทบของคุณสมบัติของวัสดุ
ความเครียดภายใน: โดยเฉพาะอย่างยิ่งในวัสดุโลหะรีดเย็น ความเครียดภายในวัสดุอาจถูกปลดปล่อยออกมาในระหว่างการดัด ทำให้เกิดการดัดหรือโก่งงอ ซึ่งส่งผลกระทบต่อความแม่นยำของรูปร่างของท่อ
มีความแข็งสูงและ การชุบแข็งด้วยงานเย็น: ความแข็งที่สูงของสเตนเลสอาจทำให้เกิดการแข็งตัวจากการทำงานเย็นระหว่างการดัด ส่งผลให้ความแข็งของพื้นผิววัสดุเพิ่มขึ้นภายใต้แรงดึง ทำให้เปราะมากขึ้น
ความยืดหยุ่นและความสามารถในการขึ้นรูป: สแตนเลสมีแนวโน้มที่จะคืนตัวอย่างมีนัยสำคัญระหว่างการดัด ส่งผลให้เกิดการเบี่ยงเบนระหว่างรูปร่างสุดท้ายของท่อและข้อกำหนดการออกแบบ
1.3 การตั้งค่าอุปกรณ์ที่ไม่เหมาะสม
การเลือกแม่พิมพ์ดัดที่ไม่เหมาะสม: การเลือกแม่พิมพ์ที่มีขนาด รัศมีความโค้ง หรือวัสดุที่ไม่ถูกต้องสำหรับเครื่องดัดอาจส่งผลต่อการกระจายความเค้นและการเสียรูปของท่อ
การควบคุมความเร็วการดัดไม่ถูกต้อง: ข้อผิดพลาดในการเขียนโปรแกรมเครื่องดัดหรือการไม่ได้ตั้งความเร็วในการดัดตามวัสดุที่แตกต่างกันอาจส่งผลให้เกิดความเครียดที่ไม่สม่ำเสมอบนวัสดุ โดยเฉพาะอย่างยิ่งในขั้นตอนการดัดเริ่มต้นและขั้นตอนสุดท้ายของการดัด ส่งผลให้เกิดการเสียรูปมากเกินไปในบริเวณนั้นหรือรูปร่างผิดเพี้ยน
2.0 วิธีการตรวจจับความเค้นและการเสียรูปในท่อดัด
2.1 เครื่องมือตรวจสอบและวัดด้วยสายตา

การตรวจสอบภาพ: ตรวจหารอยแตกร้าว รอยขีดข่วน รอยบุบ หรือข้อบกพร่องอื่นๆ บนพื้นผิวท่อโดยใช้ตาเปล่าหรือแว่นขยาย
คาลิปเปอร์และไมโครมิเตอร์: การวัดเส้นผ่านศูนย์กลางภายนอก เส้นผ่านศูนย์กลางภายใน และความหนาของผนังเพื่อตรวจสอบความถูกต้องของมิติ และประเมินความกลม เส้นผ่านศูนย์กลาง และรัศมีการดัดของท่อเพื่อให้แน่ใจว่าตรงตามข้อกำหนดการออกแบบ
2.2 การทดสอบตัวอย่างอ้างอิง
การเปรียบเทียบหลอดกับตัวอย่างมาตรฐานเพื่อพิจารณาว่าตรงตามข้อกำหนดการออกแบบหรือไม่
2.3 การทดสอบมาตรฐานความคลาดเคลื่อน
ทดสอบรัศมีการดัด มุม ขนาด และรูปร่างของท่อตามมาตรฐานความคลาดเคลื่อน
2.4 การทดสอบแบบไม่ทำลายเพื่อความแม่นยำสูง
- การเลี้ยวเบนของรังสีเอกซ์ (XRD)
- การทดสอบด้วยคลื่นเสียงอัลตราโซนิค
- การทดสอบอนุภาคแม่เหล็ก
- เครื่องวัดพิกัด (CMM)
- เทคโนโลยีการสแกนด้วยเลเซอร์
3.0 โซลูชัน: วิธีการที่มีประสิทธิภาพในการแก้ไขปัญหาความเครียดและการเสียรูป
3.1 เพิ่มประสิทธิภาพรัศมีการโค้งงอ
รัศมีการดัด: เลือกรัศมีการดัดที่เหมาะสมโดยพิจารณาจากความหนาของผนังท่อและคุณสมบัติของวัสดุ รัศมีที่เล็กเกินไปอาจทำให้ด้านนอกยืดเกินไปและด้านในถูกกดทับจนเกิดการเสียรูปได้
ปฏิบัติตามหลักการ “รัศมีการดัดโค้งน้อยที่สุด”: รัศมีการดัดโค้งน้อยที่สุดโดยทั่วไปจะเท่ากับ 3-5 เท่าของเส้นผ่านศูนย์กลางท่อ เพื่อลดความเข้มข้นของความเครียด
3.2 การควบคุมความเร็วการดัด
ความเร็วในการดัด: ความเร็วในการดัดที่เร็วเกินไปอาจทำให้การกระจายแรงดึงไม่สม่ำเสมอ ทำให้เกิดการเสียรูปและการดีดกลับเฉพาะที่ ในทางกลับกัน ความเร็วที่ช้าเกินไปอาจทำให้เกิดการแข็งตัวจากการดัดเย็น เครื่องดัดท่อ ด้วยระบบควบคุม CNC สามารถตั้งโปรแกรมให้รองรับความเร็วในการดัดวัสดุต่างชนิดได้
3.3 ใช้กระบวนการดัดหลายรอบ
การดัดหลายขั้นตอน: การดัดหลายขั้นตอนสามารถลดความเครียดจากการดัดแต่ละขั้นตอนได้อย่างมีประสิทธิภาพ ส่งผลให้การดีดกลับและการเสียรูปลดลง
3.4 แม่พิมพ์เครื่องดัดแบบกำหนดเอง
เลือกแม่พิมพ์ดัดที่เหมาะสมซึ่งมีรัศมีความโค้งและขนาดเหมาะสมกับข้อกำหนดของท่อ และบำรุงรักษาแม่พิมพ์อย่างสม่ำเสมอเพื่อให้แน่ใจว่ามีพื้นผิวเรียบ ซึ่งจะช่วยลดความเสียหายที่เกิดกับท่อในระหว่างการดัด
4.0 คำถามและคำตอบทั่วไปเกี่ยวกับความเครียดและการเสียรูปในท่อดัด
ในท่อดัดโลหะจะมีความเครียดประเภทใดบ้าง?
ความเค้นดึง (ด้านนอก) ความเค้นอัด (ด้านใน) และความเค้นเฉือน
ความสัมพันธ์ระหว่างรัศมีการดัดขั้นต่ำกับความเค้นคืออะไร?
รัศมีที่เล็กลงส่งผลให้เกิดความเครียดที่มากขึ้น ซึ่งอาจทำให้คุณสมบัติของวัสดุเดิมล้มเหลวได้
เหตุใดจึงเกิดความเค้นตกค้างระหว่างการดัด?
ความเค้นตกค้างเกิดขึ้นเนื่องจากความเค้นภายในยังไม่ได้รับการปลดปล่อยอย่างเต็มที่ในระหว่างกระบวนการดัด
จะลดการเสียรูประหว่างการดัดได้อย่างไร?
ใช้เครื่องมือดัดที่เหมาะสมและเครื่องดัดที่ควบคุมด้วย CNC เพื่อจัดการรัศมี หลีกเลี่ยงการยืดหรือบีบอัดที่มากเกินไป
ปรากฏการณ์รีบาวด์ คืออะไร?
การดีดกลับเกิดขึ้นเมื่อวัสดุกลับคืนสู่รูปร่างเดิมบางส่วนหลังจากการดัดงอ ทำให้เกิดการเบี่ยงเบน
อ้างอิง
- ความเครียดที่น่าสนใจในการดัดท่อ https://www.comsol.com/blogs/the-intriguing-stresses-in-pipe-bends
- พื้นฐานของ SIF และดัชนีความเค้นสำหรับการโหลดโมเมนต์ของส่วนประกอบท่อ https://www.osti.gov/biblio/841246
- ปัจจัยการเพิ่มความเครียด (i-Factors), ปัจจัยความยืดหยุ่น (k-Factors) และการกำหนดปัจจัยเหล่านี้สำหรับส่วนประกอบท่อโลหะ B31J – 2017 https://www.asme.org/codes-standards/find-codes-standards/b31j-stress-intensification-factors-flexibility-factors-determination-metallic-piping-components/2017/pdf