

Введение:
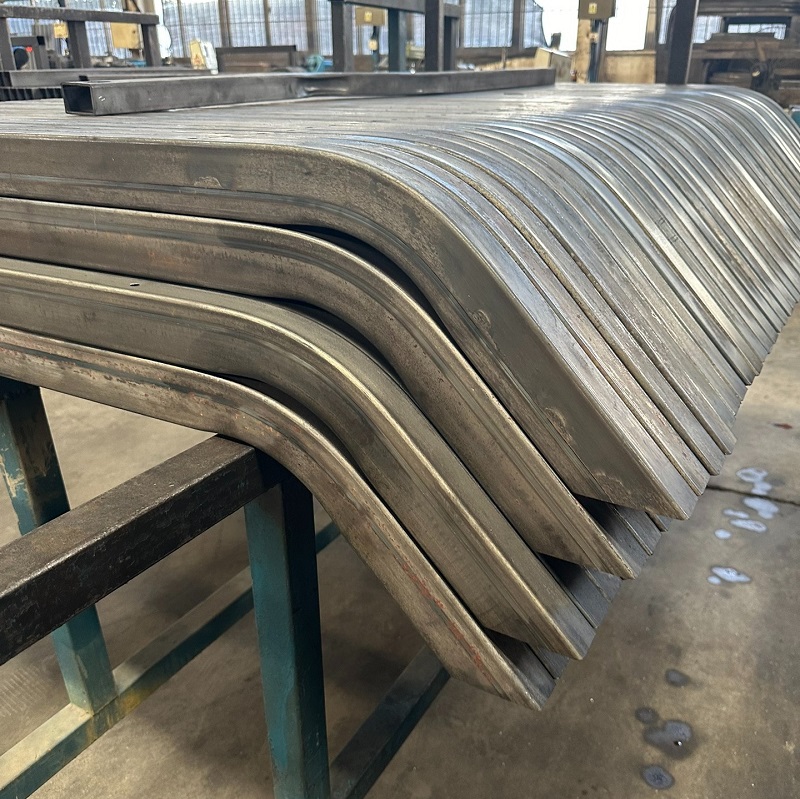
Гибочные трубы являются важнейшими компонентами в различных отраслях промышленности, включая строительство, автомобилестроение, аэрокосмическую промышленность и химическое машиностроение, из-за их большого количества и разнообразных типов. Эти детали отвечают растущим требованиям к облегчению продукции и высокой прочности как с точки зрения материала, так и структуры.
Однако в процессе гибки могут возникнуть проблемы с напряжением и деформацией, влияющие на эксплуатационные характеристики труб и потенциально приводящие к структурным и другим проблемам.
Целью данной статьи является рассмотрение вопросов и ответов, связанных с напряжением и деформацией в гибочных трубах из нержавеющей стали.
1.0Причины возникновения напряжений и деформаций при изгибе труб
1.1Стресс, возникающий во время обработки
Скорость охлаждения: В процессе изгиба неравномерные скорости охлаждения могут вызывать разницу температур в материале трубки, что приводит к различным механическим свойствам в разных областях и вызывает термическое напряжение. Когда существует значительная разница в скорости охлаждения между областями, растяжение или сжимающее напряжение могут образовываться в областях более высоких и более низких температур. Такое неравномерное распределение напряжений может привести к локальной деформации или накоплению остаточных напряжений, что влияет на качество трубы.
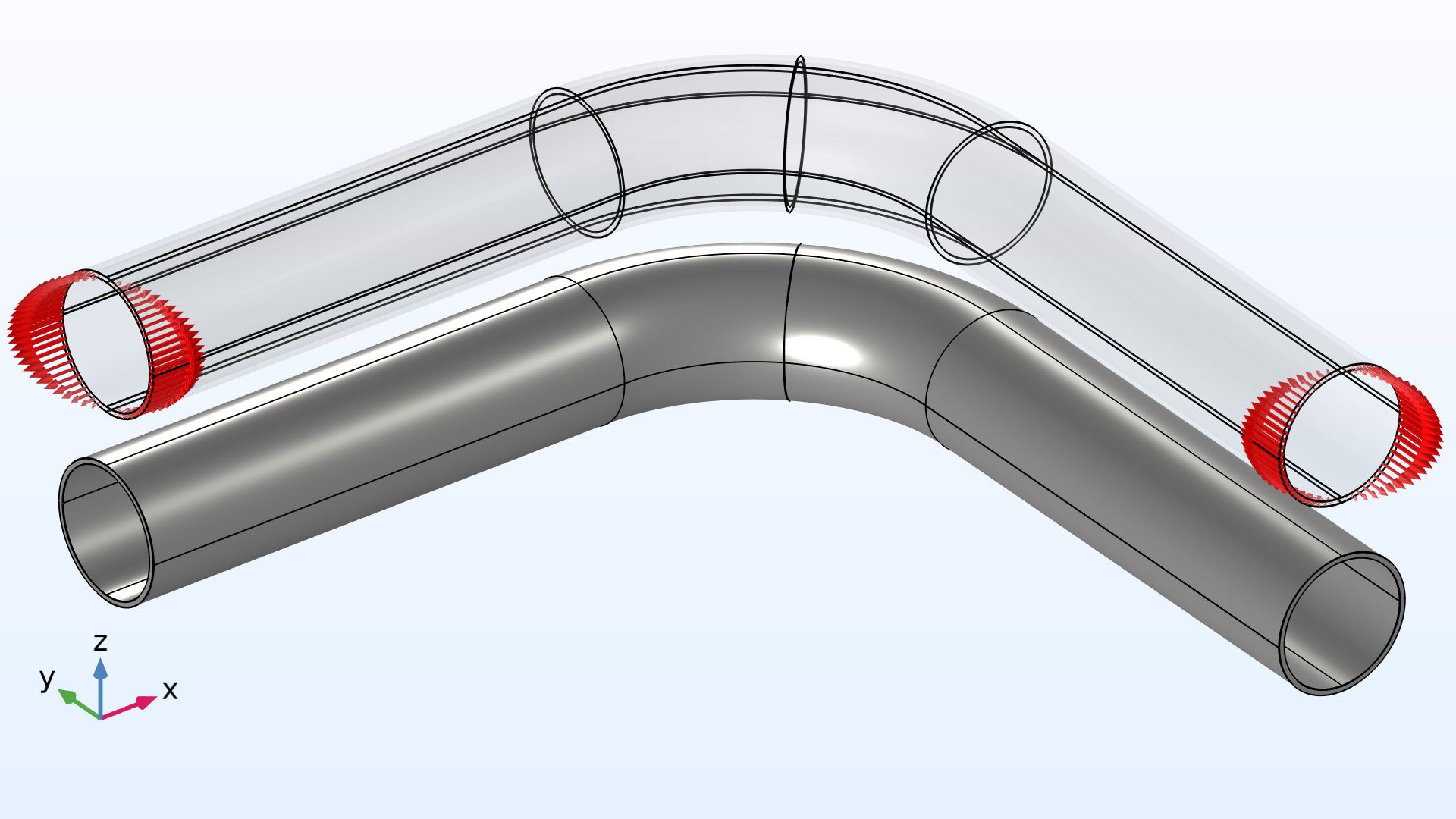
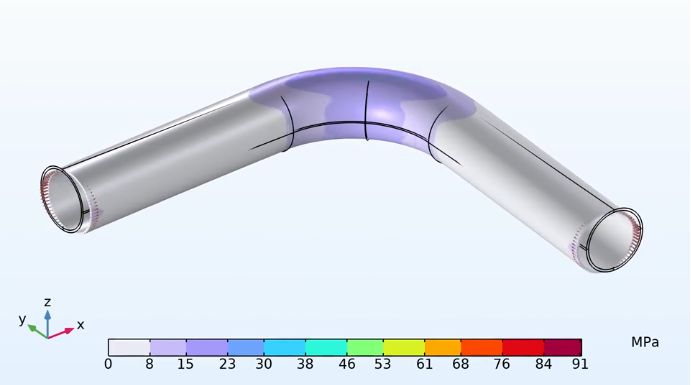
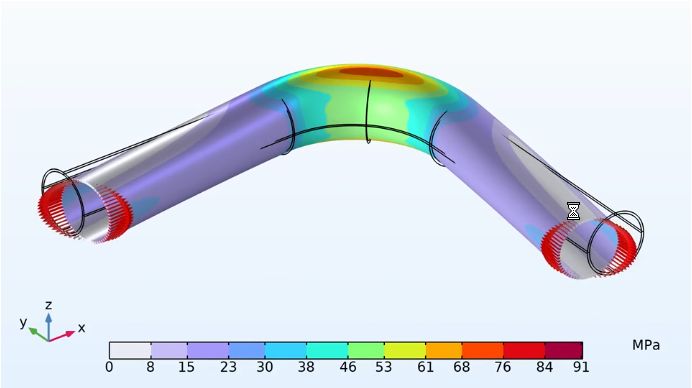
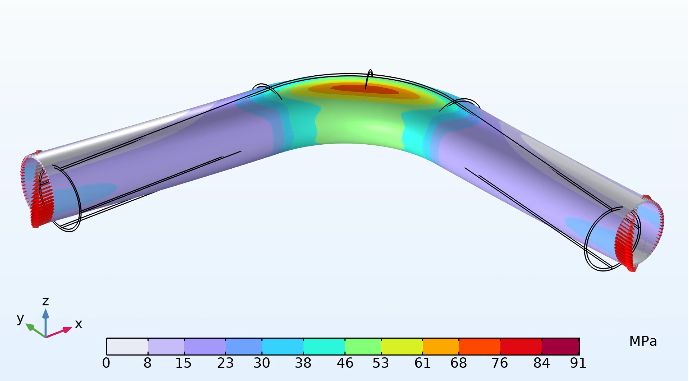
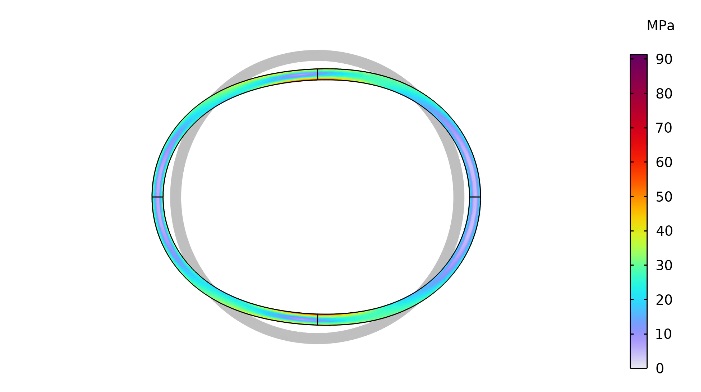
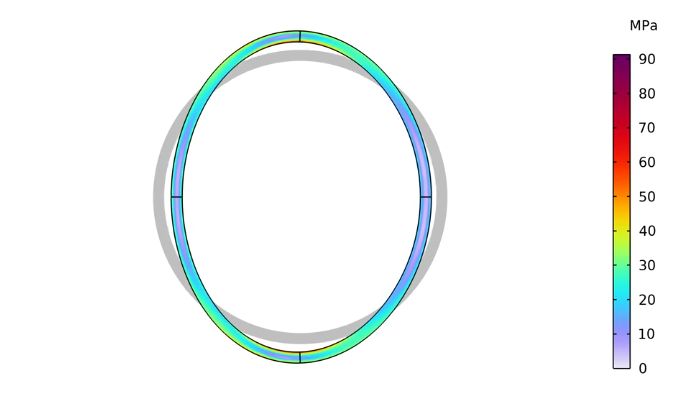
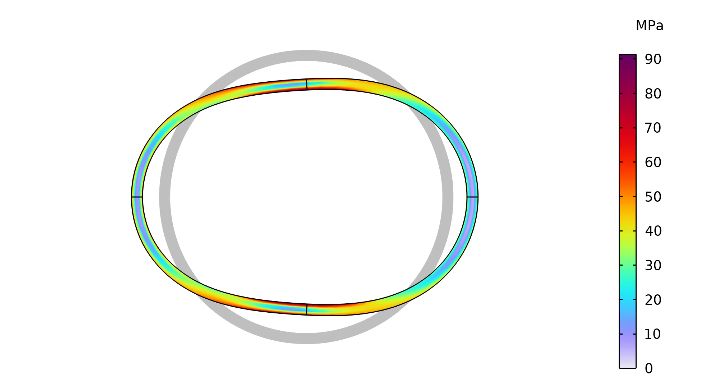
Процесс гибки: При изгибе труб из нержавеющей стали растягивающее напряжение возникает на внешней стороне, а сжимающее напряжение — на внутренней. Неравномерное распределение напряжения в разных частях может привести к деформации, такой как овализация или сморщивание в процессе изгиба.
Неправильная обработка: Использование неподходящих форм или гибочных машин, неправильные настройки ЧПУ, чрезмерная скорость обработки или плохая смазка могут привести к локальной концентрации напряжений и необратимой деформации трубы.
1.2Влияние свойств материала
Внутреннее напряжение: Особенно в холоднокатаных металлических материалах внутренние напряжения в материале могут высвобождаться во время гибки, вызывая изгиб или деформацию, что влияет на точность формы трубы.
Высокая твердость и Холодное упрочнение: Высокая твердость нержавеющей стали может привести к наклепу при гибке, в результате чего твердость поверхности материала под действием растягивающих напряжений увеличивается, что делает его более хрупким.
Эластичность и пластичность: Нержавеющая сталь имеет тенденцию к значительному отскоку при изгибе, что приводит к отклонениям между окончательной формой трубы и требованиями проекта.
1.3Неправильные настройки оборудования
Неправильный выбор гибочной формы: Выбор форм с неправильными размерами, радиусами кривизны или материалом для гибочной машины может повлиять на распределение напряжений и деформацию трубы.
Неправильный контроль скорости гибки: Ошибки в программировании гибочного станка или несоответствие скорости гибки различным материалам могут привести к неравномерной нагрузке на материал, особенно на начальном и конечном этапах гибки, что может привести к локальной передеформации или искажению формы.
2.0Методы обнаружения напряжений и деформаций в изгибаемых трубах
2.1Инструменты для визуального осмотра и измерения

Визуальный осмотр: Проверка поверхности трубы на наличие трещин, царапин, вмятин и других дефектов невооруженным глазом или с помощью увеличительного стекла.
Штангенциркули и микрометры: Измерение внешнего диаметра, внутреннего диаметра и толщины стенки для проверки точности размеров, а также оценка округлости, диаметра и радиуса изгиба трубы для обеспечения их соответствия проектным требованиям.
2.2Тестирование контрольного образца
Сравнение трубки со стандартными образцами для определения ее соответствия проектным требованиям.
2.3Стандартное тестирование толерантности
Проверка радиуса изгиба трубы, угла, размеров и формы на соответствие стандартам допусков.
2.4Неразрушающий контроль для высокой точности
- Рентгеновская дифракция (XRD)
- Ультразвуковой контроль
- Магнитопорошковый контроль
- Координатно-измерительная машина (КИМ)
- Технология лазерного сканирования
3.0Решения: эффективные методы решения проблем, связанных с напряжением и деформацией
3.1Оптимизировать радиус изгиба
Радиус изгиба: Выберите подходящий радиус изгиба на основе толщины стенки трубки и свойств материала. Слишком малый радиус может привести к чрезмерному растяжению на внешней стороне и сжатию на внутренней стороне, что приведет к деформации.
Соблюдайте принцип «минимального радиуса изгиба»: минимальный радиус изгиба обычно в 3–5 раз превышает диаметр трубы, чтобы снизить концентрацию напряжений.
3.2Скорость контроля изгиба
Скорость изгиба: Слишком высокая скорость изгиба может привести к неравномерному распределению напряжений, вызывая локализованную деформацию и отскок. И наоборот, слишком низкая скорость может вызвать холодное упрочнение. Современный трубогибочные машины с помощью систем ЧПУ можно программировать скорость гибки различных материалов.
3.3Используйте многопроходный процесс гибки
Многоэтапная гибка: выполнение многоэтапной гибки может эффективно снизить напряжение каждого изгиба, тем самым уменьшая отскок и деформацию.
3.4Индивидуальные формы для гибочных машин
Выбирайте подходящие гибочные формы с соответствующими радиусами кривизны и размерами в соответствии со спецификациями труб и регулярно обслуживайте формы, чтобы обеспечить гладкую поверхность и снизить повреждение трубы во время гибки.
4.0Распространенные вопросы и ответы о напряжении и деформации при гибке труб
Какие виды напряжений возникают в металлических гибочных трубах?
Растягивающее напряжение (внешняя сторона), сжимающее напряжение (внутренняя сторона) и касательное напряжение.
Какова связь между минимальным радиусом изгиба и напряжением?
Меньший радиус приводит к более высокому напряжению, что может привести к нарушению первоначальных свойств материала.
Почему при изгибе возникают остаточные напряжения?
Остаточное напряжение возникает из-за того, что внутреннее напряжение не было полностью снято в процессе гибки.
Как уменьшить деформацию при изгибе?
Используйте соответствующие гибочные инструменты и гибочные станки с ЧПУ для управления радиусом, избегая чрезмерного растяжения или сжатия.
Что такое феномен отскока?
Отскок — это процесс, при котором материал частично возвращается к своей первоначальной форме после изгиба, что приводит к отклонениям.
Ссылки
- Интригующие напряжения в изгибах труб https://www.comsol.com/blogs/the-intriguing-stresses-in-pipe-bends
- Предыстория коэффициентов прочности и индексов напряжений для моментных нагрузок компонентов трубопроводов https://www.osti.gov/biblio/841246
- Факторы усиления напряжений (i-факторы), факторы гибкости (k-факторы) и их определение для металлических компонентов трубопроводов B31J – 2017 https://www.asme.org/codes-standards/find-codes-standards/b31j-stress-intensification-factors-flexibility-factors-determination-metallic-piping-components/2017/pdf




