






Основные моменты производственного процесса
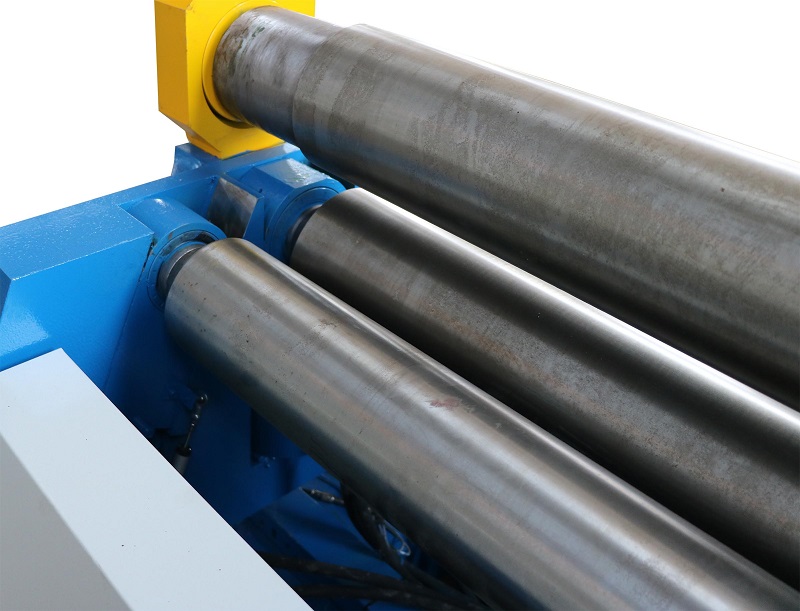
Ролики:
Ковка из литых стальных слитков → Термическая обработка (закалка и отпуск) → Ультразвуковая дефектоскопия → Окончательная механическая обработка
Крупные поковки:
Цилиндры, шестерни и валы проходят ультразвуковую дефектоскопию, отжиг и прецизионную обработку.
Сварные конструкции:
Стойки, шасси и коробки свариваются с соблюдением строгих правил (химический, механический контроль, RT/UT-контроль), отжигаются и проходят обработку методом снятия вибрационных напряжений.




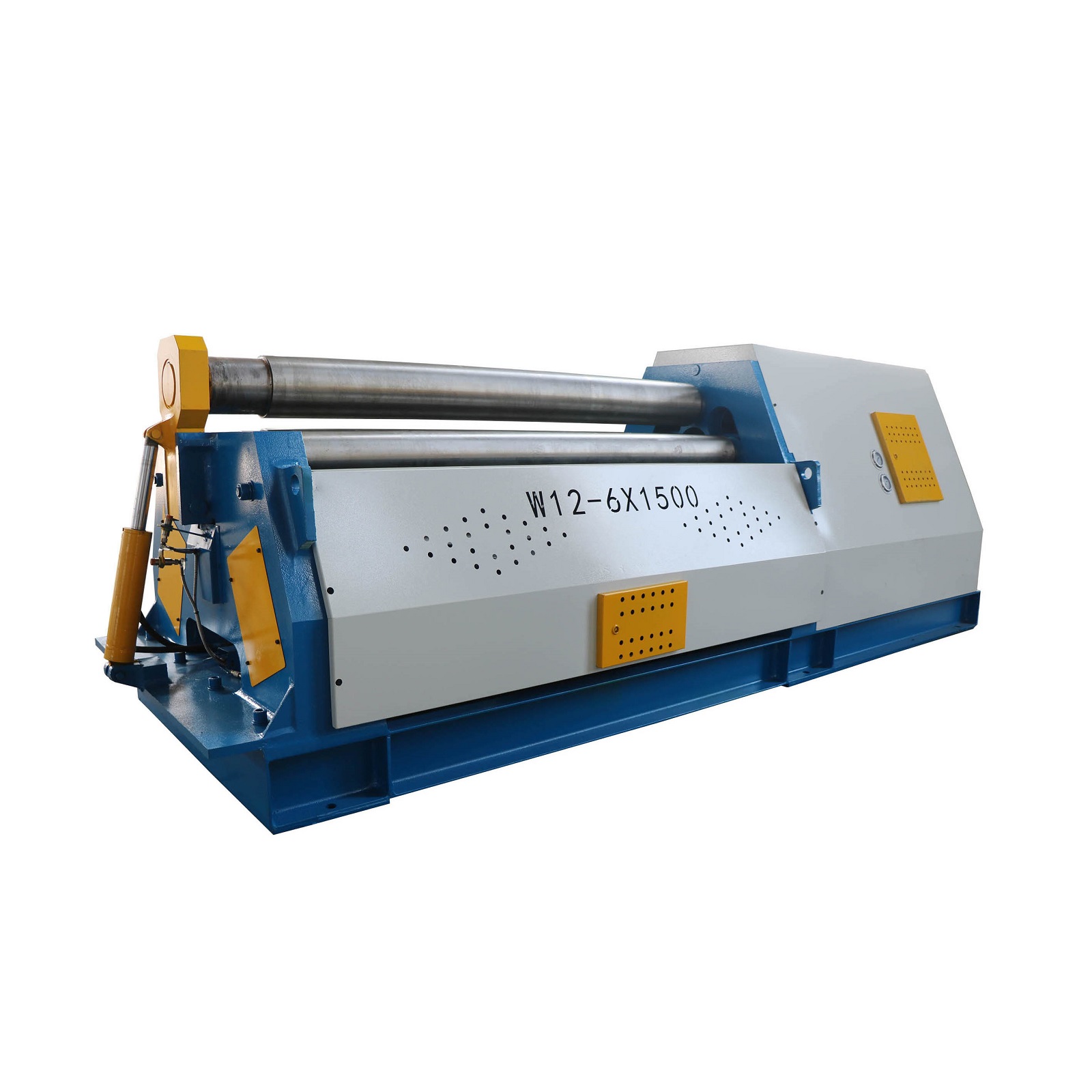
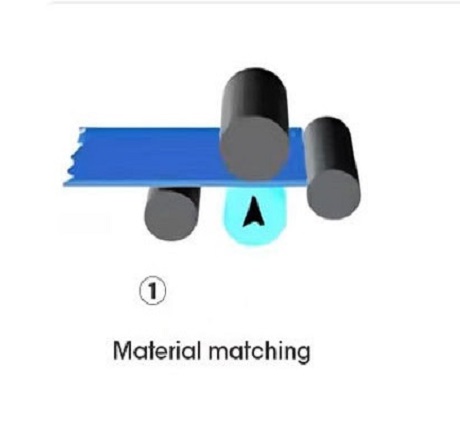
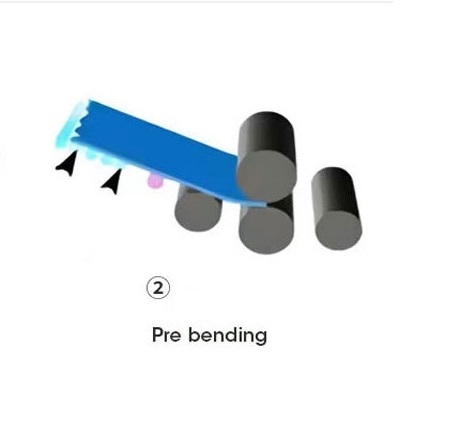
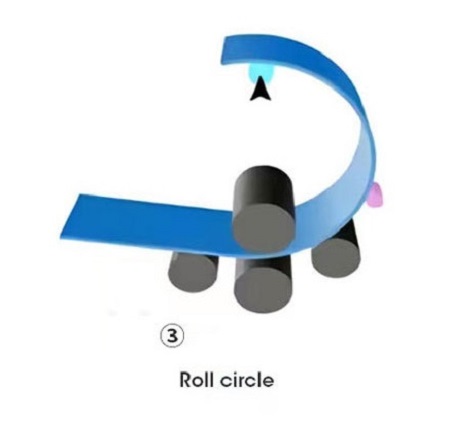
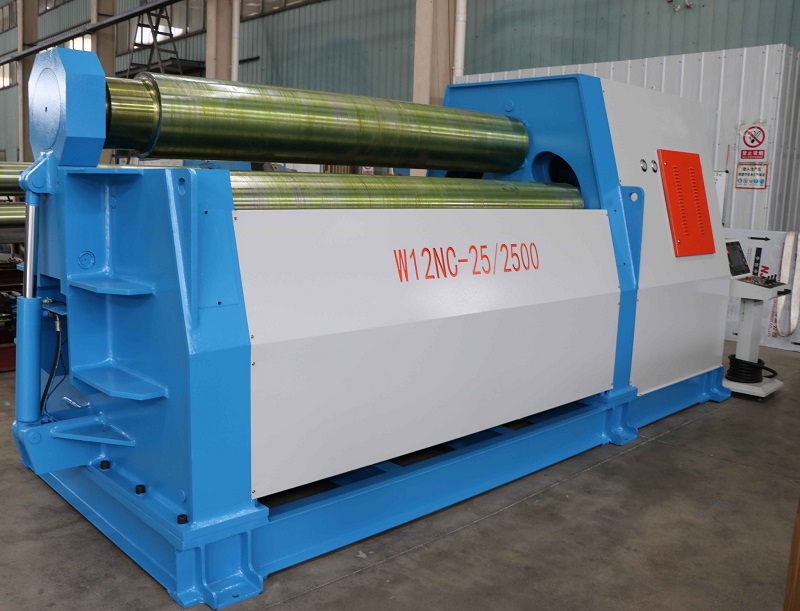
Принцип работы 4-х валкового листогибочного станка с ЧПУ

Основные характеристики
- Полный гидравлический привод: обеспечивает более высокую безопасность, устойчивость и эффективность, позволяя экономить до 60% энергии по сравнению с традиционными машинами.
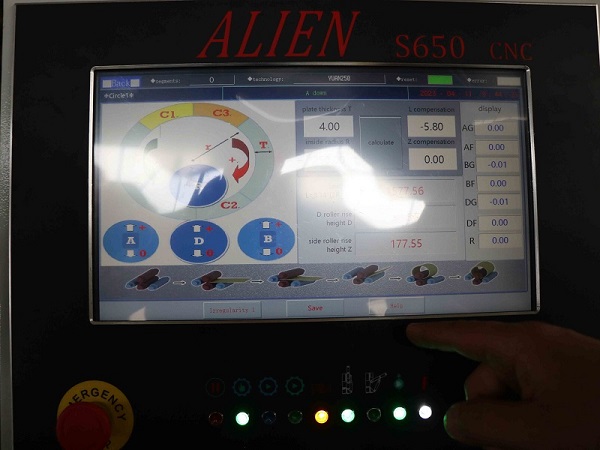
- Программируемое управление: оснащено системой управления на основе ПЛК для автоматизированной и точной работы с сенсорным интерфейсом и цифровым дисплеем.
- Усовершенствованная система зажима: регулируемое давление с помощью гидравлического клапана станции гарантирует отсутствие проскальзывания во время прокатки, увеличивая производительность на 50–80%.
- Высокоточная предварительная гибка: позволяет производить прокатку цилиндров диаметром всего в 1,3 раза больше диаметра верхнего валка, что сводит к минимуму образование прямых кромок после предварительной гибки.
- Система постоянной смазки: обеспечивает длительный срок службы подшипников без необходимости технического обслуживания благодаря автоматической смазке и сигнализации о блокировке.





4-валковый гибочный станок с ЧПУ-Приложения
Этот станок подходит для гибки и формовки металлических листов в цилиндрические, дугообразные и конические заготовки.
- Производство и изготовление
- Производство котлов и сосудов высокого давления
- Химическая обработка
- Изготовление неметаллических конструкций
- Машиностроительная промышленность







Пожалуйста, заполните эту форму, чтобы отправить запрос на предложение. Один из членов нашей команды рассмотрит детали и свяжется с вами в течение 12 рабочих часов.