5 шагов к освоению процесса тиснения листового металла
0.1 Введение в процесс тиснения листов нержавеющей стали
Тисненые листы из нержавеющей стали изготавливаются путем прокатки узоров с формовочных роликов на листах с помощью тиснильного станка.
Тиснение листового металла это штамповка процесс создания выпуклых или утопленных рисунков или рельефа в листовой металл. пропускание листа или полосы металла между валками желаемого рисунка. Часто сочетается с тиснением фольгой для создания блестящего 3D-эффекта.
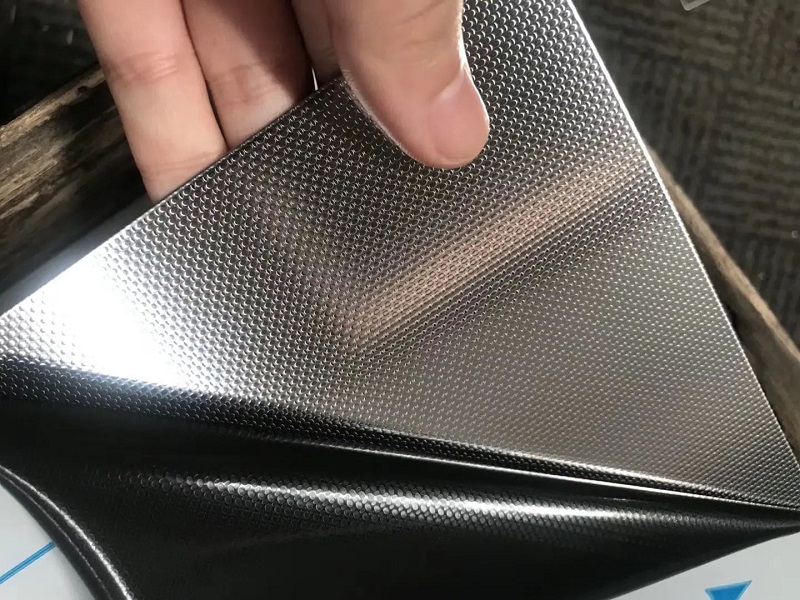
0.2 Основные характеристики тисненых листов из нержавеющей стали
Рельефные листы из нержавеющей стали эстетически привлекательны и широко используются в архитектурном декоре, например: декор для стен из рельефного металла. Выступающие и углубленные текстуры на поверхности увеличивают трение, что делает их идеальными для нескользящих поверхностей, таких как лестницы и полы, а также полы в вагонах метро.
Рельефные листы из нержавеющей стали отличаются высокой прочностью, устойчивостью к ржавчине, загрязнению и отличной коррозионной стойкостью, при этом их легко чистить.

0.3 Распространенные узоры для тисненых листов из нержавеющей стали



- Шахматная доска
- Рисунок ряби
- Точечный узор
- Текстура кожи
- Сетчатый узор
- Куб
- Хризантема
- Антикварный квадрат
- Текстура древесины
- Алмазный
- Маленький квадрат
- Шерсть
- Маленький лен
- Песок
- Рисовое зерно
- Полоска
- Сетка
- Кожаный узор
0.4 Основные области применения тисненых листов из нержавеющей стали
Архитектурное украшение: Используется для рельефное металлическое настенное искусство, потолки, колонны и другие материалы для отделки стен.
Мебель и кухонные принадлежности: Материалы для дверок шкафов, столешниц и тисненые металлические пластины.
Украшение лифта: Рельефная нержавеющая сталь для внутренней отделки и оформления дверей лифтов.
Промышленные зоны: Подходит для создания противоскользящих дорожек и рабочих платформ.
Транспорт: Используется в метро, на полах поездов и поручнях.
Ключевые этапы и соображения в процессе тиснения нержавеющей стали
1.0 Выбор материала из нержавеющей стали
1.1 Распространенные материалы для тисненых листов из нержавеющей стали:
- Алюминий (все сплавы)
- Алюминий (Т1/Т2)
- Латунь
- Картон
- Холоднокатаная сталь
- Медь
- Оцинкованная сталь
- Высокопрочная, низколегированная сталь
- Горячекатаная сталь
- Сталь (все сплавы)
- Цинк
Листы из нержавеющей стали:
- Нержавеющая сталь 304: Стандартный материал для тисненых листов с хорошей коррозионной стойкостью.
- Нержавеющая сталь 316: Обеспечивает лучшую коррозионную стойкость, чем 304, часто используется в элитных или наружных условиях.
- Нержавеющая сталь 430: Более экономичный, подходит для использования внутри помещений металлическая рельефная плиткагде коррозионная стойкость менее критична.
1.2 Толщина материала и глубина рисунка:
- Более тонкие листы (0,5-1,0 мм): Подходит для декоративного использования, с относительно неглубокими узорами.
- Более толстые листы (1,5 мм и более): обеспечивает более глубокое тиснение, создавая более выраженные узоры, идеально подходит для противоскользящих покрытий.
2.0 Валик для тиснения

2.1 Проектирование формы для тиснения:
Дизайн узора: При проектировании необходимо учитывать пластичность нержавеющей стали и глубину тиснения, чтобы обеспечить четкое воспроизведение рисунка.
Глубина тиснения: Отрегулируйте глубину в соответствии с толщиной листа и предполагаемым использованием. Более толстые листы могут поддерживать более глубокое тиснение, в то время как более тонкие листы лучше подходят для неглубоких узоров.
Размер формы: Размер формовочного ролика должен точно соответствовать размерам листа нержавеющей стали, чтобы избежать смещения или деформации во время тиснения.
Непрерывность узора: Обеспечьте непрерывный и симметричный рисунок, чтобы избежать швов или несоответствий.
2.2 Материалы для роликов форм:
- Высокопрочная легированная сталь: Формовочные ролики, обычно изготавливаемые из стали Cr12MoV или D2, выдерживают высокое давление и трение, возникающие при тиснении нержавеющей стали.
2.3 Обеспечение точности пресс-формы:
- Высокоточная обработка: Поскольку нержавеющая сталь твердая, точность формы должна находиться в микронном диапазоне, что достигается с помощью обработки на станках с ЧПУ.
2.4 Техническое обслуживание пресс-форм:
Уборка: Регулярная очистка форм необходима для удаления жира и металлических частиц, что гарантирует качество тиснения.
Обнаружение износа: Регулярно проверяйте формы на предмет износа и трещин, особенно те, которые используются часто, чтобы сохранить четкость рисунка.
Смазка: Правильная смазка продлевает срок службы формы.
Хранилище: Формовочные ролики следует хранить в сухих условиях, чтобы предотвратить появление ржавчины или повреждение поверхности.
3.0 Настройки машины для тиснения нержавеющей стали
Типы распространенных машин для тиснения:
Гидравлический Машины для тиснения: Подходит для крупносерийного производства или тиснения толстых листов, особенно для промышленных противоскользящих напольных покрытий.
Механические машины для тиснения: Идеально подходит для мелкого и среднего производства, компактный и экономичный.
Прокатные машины: Разработан для крупносерийного производства тонких тисненых листов из нержавеющей стали, например, используемых для декор лифтаили бытовая техника.
3.1 Настройка параметров машины для тиснения:
Регулировка давления: Установите давление в зависимости от толщины, твердости и желаемой глубины рисунка нержавеющей стали.
Регулировка скорости: Увеличьте скорость для более тонких материалов и уменьшите ее для более толстых.
Регулировка температуры: В некоторых случаях нагрев нержавеющей стали может улучшить ее пластичность, особенно для более толстых листов или процессов глубокого тиснения.
3.2 Обеспечение стабильности во время тиснения:
Калибровка машины: Регулярно калибруйте машину, чтобы обеспечить правильные настройки давления, скорости и температуры.
Мониторинг состояния машины: Постоянно контролируйте работу машины, чтобы обнаружить любые аномалии температуры, давления или скорости.
Контроль вибрации: Убедитесь, что формовочные ролики установлены на устойчивой платформе, чтобы предотвратить влияние вибрации на качество тиснения.
4.0 Обработка тисненых листов нержавеющей стали
4.1 Правка листов нержавеющей стали:
Проверка плоскостности поверхности: Используйте выравнивающую машину, чтобы убедиться, что листы гладкие, без вмятин и выступов.
Предварительная обработка материала: Для более твердой нержавеющей стали легкий отжиг перед тиснением может снизить внутреннее напряжение и предотвратить неравномерную деформацию или растрескивание во время тиснения.
Закрепление заготовок: Убедитесь, что лист нержавеющей стали надежно закреплен во время тиснения, чтобы предотвратить смещение, которое может исказить рисунок или привести к образованию складок по краям.
4.2 Обеспечение четкости и однородности рисунка:
Точная, бездефектная форма: Рисунок формы должен быть безупречным.
Равномерное давление: Обеспечьте равномерное давление по всему листу.
Контроль толщины материала: Поддерживайте равномерную толщину материала.
4.3 Мониторинг ключевых параметров в режиме реального времени (давление, температура и т. д.):
Мониторинг давления: Постоянно контролируйте давление, чтобы обеспечить равномерное тиснение.
Контроль температуры: При необходимости отрегулируйте температуру для улучшения пластичности материала.
Мониторинг скорости: Поддерживайте постоянную скорость, чтобы избежать неравномерного тиснения.
5.0 Обработка после тиснения
5.1 Обработка поверхности после тиснения:
Очистка поверхности: Удалите остатки масла, металлический мусор и частицы, чтобы сохранить внешний вид продукта.
Полировка: В зависимости от продукта поверхность может быть отполирована. Обычные методы полировки включают механическую, химическую или электрохимическую полировку.
Чистка зубов: Обработка поверхности щеткой придает нержавеющей стали более фактурный визуальный эффект.
5.2 Защитная пленка и антикоррозийная обработка:
- Защитная пленка для поверхности: Нанесите защитную пленку с помощью автоматического ламинатора, чтобы предотвратить появление царапин или повреждений во время транспортировки и дальнейшей обработки.
- Обработка от ржавчины:
- Пассивация Обработка: Используйте химическую пассивацию для удаления поверхностных оксидов и загрязнений.
- Покрытие, препятствующее появлению отпечатков пальцев: Нанесите прозрачное покрытие, чтобы предотвратить появление отпечатков пальцев и пятен.
5.3 Упаковка и хранение:
Защитная упаковка: Убедитесь, что листы надежно упакованы, чтобы предотвратить повреждения.
Влагонепроницаемое хранилище: Храните листы в среде с контролируемой влажностью, чтобы избежать ржавчины.
Маркировка и документация: Для удобства идентификации правильно маркируйте и документируйте тисненые листы из нержавеющей стали.
https://link.springer.com/article/10.1007/s00542-010-1158-x
https://en.wikipedia.org/wiki/Embossing_(manufacturing)