

1.0 Seleção de material da lâmina
1.1 Lâminas de aço carbono
Lâminas de aço carbono são básicas e acessíveis, ideais para cortar metais mais macios, como alumínio, cobre, latão, bronze e outros metais não ferrosos. Adequadas para oficinas com uso ocasional de serra de fita.
1.2 Lâminas Bimetálicas
Lâminas bimetálicas são o padrão da indústria para tarefas de corte versáteis. Apresentando uma lâmina de corte de aço rápido (HSS) soldada a uma parte traseira de liga de aço flexível, elas combinam dureza com flexibilidade. Elas são duráveis e adequadas para cortar uma ampla gama de materiais, incluindo aço inoxidável.
1.3 Lâminas com ponta de carboneto
Lâminas com ponta de carboneto são melhores para cortar materiais duros ou abrasivos, incluindo aços endurecidos e ligas exóticas. Dentes de carboneto de tungstênio soldados em uma faixa de aço flexível fornecem durabilidade excepcional, especialmente para produção de alto volume.



2.0 Passo do dente (TPI) e sua importância
2.1 Por que o TPI é importante
TPI (dentes por polegada) afeta a velocidade de corte, o acabamento da superfície e a vibração. TPI mais alto proporciona um corte mais fino, mas uma taxa de avanço mais lenta. TPI mais baixo permite um corte mais rápido, mas resulta em uma superfície mais áspera.
2.2 TPI e espessura do material
O TPI é inversamente relacionado à espessura do material. Materiais finos exigem um TPI alto para reduzir a vibração e o lascamento dos dentes. Materiais grossos precisam de um TPI menor para corte agressivo e remoção eficiente de cavacos.

2.3 Tabela de TPI recomendada (materiais sólidos)
| Espessura do material | TPI recomendado |
| < 3 mm | 24 – 32 TPI |
| 3 – 6 mm | 18 – 24 TPI |
| 6 – 12 mm | 14 – 18 TPI |
| 12 – 25 mm | 10 – 14 TPI |
| > 25 mm | 6 – 10 TPI |
2.4 TPI para Tubos e Perfis
Para tubos e perfis, tanto a espessura da parede quanto o diâmetro máximo são críticos. Para tubos e perfis de parede fina, priorize a espessura da parede. Para materiais mais espessos, o diâmetro se torna mais influente.
TPI aproximado para Perfis (Espessura da parede até 100 mm)
| Espessura da parede (mm) | Ø 25 mm | Ø 50 mm | Ø 100 mm | Ø 200 mm | Ø 500 mm |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
Com diâmetros pequenos, o TPI recomendado se assemelha a materiais sólidos para evitar vibração e danos aos dentes ao cortar a borda de parede fina. Para perfis maiores, a resistência do material reduz esse problema, permitindo menos dentes para cortes mais suaves.
2.5 TPI recomendado por material da lâmina
Abaixo estão os valores de TPI recomendados para lâminas de aço carbono, aço de liga e aço rápido com base no tipo de material e espessura. Esses valores servem como um guia rápido para selecionar a lâmina certa.


2.6 Lâminas de aço carbono
| Aplicativo | Espessura do Metal | Lâmina TPI |
| Para alumínio, latão, cobre, bronze macio, magnésio, madeira, aço macio, aços mais resistentes (velocidade lenta) | 1/2″ a 3-3/8″ | 6 |
| O mesmo que acima | 3/8″ a 1″ | 8 |
| Para alumínio, ferro angular, ferro fundido, bronze, latão, cobre, tubos galvanizados, aço macio, aços mais resistentes (velocidade lenta) | 3/16″ a 3/4″ | 10 |
| O mesmo que acima, mais cabos elétricos | 5/32″ a 1/2″ | 14 |
| Para tubos de parede fina e seções finas | 1/8″ a 1/4″ | 18 |
| Para materiais extrafinos | 3/32″ a 1/8″ | 18 |
2.7 Lâminas de liga de aço
| Aplicativo | Espessura do Metal | Lâmina TPI |
| Para alumínio, ferro fundido, bronze, latão, cobre, tubos galvanizados, aço macio, aços mais resistentes (cromo, tungstênio) | 3/16″ a 1″ | 10 |
| O mesmo que acima, incluindo cabos elétricos | 5/32″ a 3/4″ | 14 |
| Para tubos de parede fina e materiais macios | 1/8″ a 1/2″ | 18 |
| Para materiais extrafinos | 3/32″ a 1/8″ | 24 |
2.8 Lâminas de aço rápido (HSS)
| Aplicativo | Espessura do Metal | Lâmina TPI |
| Para alumínio, ferro angular, bronze, latão, cobre, tubos galvanizados, aço macio, aços mais resistentes (inoxidável, cromo, tungstênio) | 7/32″ a 7/8″ | 10 |
| O mesmo que acima | 3/16″ a 5/8″ | 14 |
| Para seções mais finas | 5/32″ a 3/8″ | 18 |
Dica: Para materiais difíceis de cortar, como aço inoxidável e tungstênio, lâminas HSS são recomendadas em velocidades mais baixas e com lubrificação adequada.
3.0 Configuração dos dentes
3.1 Lâminas de dentes regulares
- Dentes retos
- Espaçamento uniforme com gargantas profundas
- Ângulo de inclinação de 0°
- Adequado para serragem geral e corte de contornos de chapas finas.
3.2 Lâminas de dente de gancho
- Dentes grandes e amplamente espaçados
- Gargantas profundas
- Ângulo de inclinação positivo de 10°
- Ideal para cortes rápidos e ásperos em metais grossos ou duros.
3.3 Lâminas Skip-Tooth
- Dentes amplamente espaçados com gargantas rasas
- Ângulo de ataque de 0° com formato de dente de 90°
- Adequado para metais não ferrosos e materiais macios, reduzindo entupimentos.
4.0 Padrões de conjuntos de dentes
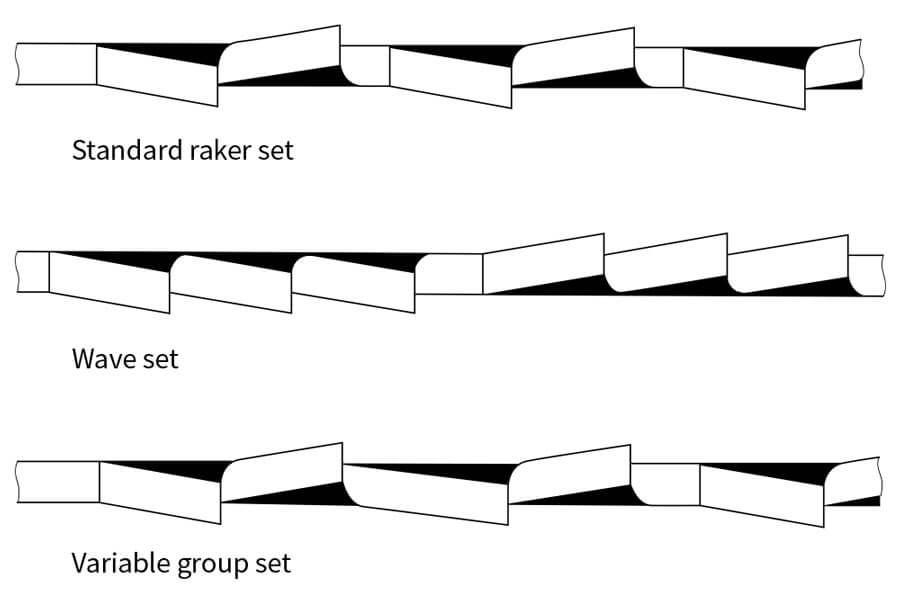
4.1 Conjunto de dentes padrão
- Deslocamentos alternados para a esquerda e para a direita
- Para cortes de uso geral com largura de corte moderada.
4.2 Conjunto Variável (Ondulado)
- Mudanças graduais nos deslocamentos esquerdo e direito
- Reduz a trepidação, ideal para materiais finos e seções ocas.
4.3 Conjunto reto (Raker)
- Deslocamento mínimo ou nenhum
- Produz cortes finos e estreitos, mas aumenta o risco de encadernação.
5.0 Considerações adicionais
5.1 Largura do Kerf e Tensão de Corte
Lâminas com ponta de carboneto criam um corte mais largo, aumentando o estresse na peça de trabalho e possivelmente deformando materiais finos. Lâminas bimetálicas e de aço carbono produzem cortes mais estreitos, melhores para materiais finos ou delicados.
Isto é particularmente importante para máquinas de serra de fita manuais, onde a taxa de avanço do operador pode variar, aumentando o risco de desgaste da lâmina.
5.2 Controle de vibração
Evite folgas de dentes maiores que a espessura do material para minimizar a vibração e o desgaste. Certifique-se de que vários dentes estejam engatados durante o corte.
5.3 Refrigeração e Lubrificação
Lâminas bimetálicas e com ponta de carboneto são sensíveis ao superaquecimento. Aplique resfriamento adequado para estender a vida útil da lâmina e melhorar a eficiência do corte.
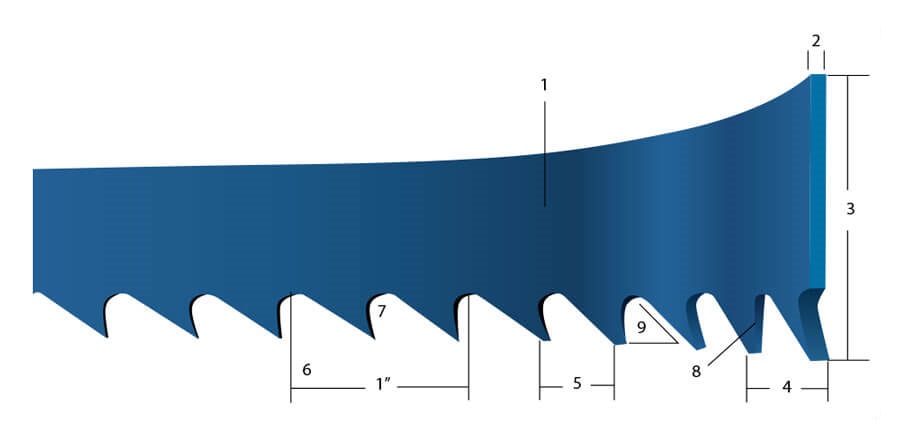
6.0 Terminologia de lâmina de serra de fita
- Voltar:O fio não cortante da lâmina
- Largura/Altura: Distância da ponta do dente até a parte de trás
- Definir: A quantidade de dentes deslocados da linha central da lâmina
- Passo do dente: Distância entre as pontas dos dentes (usada para calcular o TPI)
- Esôfago: A área curva entre os dentes para remoção de cavacos
- Cara de dente:A superfície frontal do dente
- Ângulo de inclinação:O ângulo da face do dente em relação a uma linha perpendicular à direção da lâmina
7.0 Resumo
Para um desempenho ideal, selecione sua lâmina de serra de fita com base em:
- Tipo de material (sólido, tubo ou perfil)
- Acabamento de superfície desejado
- Velocidade de corte e eficiência
- Material da lâmina e configuração dos dentes
- TPI correto considerando a espessura e a forma do material
Consulte sempre as recomendações ou catálogos do fabricante da lâmina para selecionar a lâmina mais adequada para suas aplicações de corte.
Referência: https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide

