- 1.0 Definição e usos do aço inoxidável escovado
- 1.1 Características do aço inoxidável escovado
- 1.2 Graus de tratamentos de superfície de aço inoxidável
- 1.3 Classificação Ra (Rugosidade Média)
- 1.4 Aplicações comuns de aço inoxidável escovado
- 1.5 Diferenças entre aço inoxidável escovado e aço inoxidável espelhado
- 1.6 Relação entre acabamentos acetinados e escovados
- 2.0 Selecionando as ferramentas certas para escovação – Fluxo do processo
- 3.0 Determinando a direção correta da escovação
- 4.0 Usando pressão de moagem apropriada
- 5.0 Prevenção de desgaste excessivo e danos
- 5.1 Evite Desgaste Excessivo: Diferentes espessuras de aço inoxidável toleram a retificação de forma diferente. A retificação excessiva pode fazer com que o material fique muito fino.
- 5.2 Lubrificação e resfriamento adequados: a lubrificação e o resfriamento adequados podem efetivamente evitar o acúmulo de calor devido ao atrito durante a retificação.
- 6.0 Limpeza e manutenção de aço inoxidável escovado
- 7.0 Perguntas comuns sobre aço inoxidável escovado
1.0 Definição e usos do aço inoxidável escovado
Aço inoxidável escovado refere-se ao processo de criação de uma textura contínua e linear na superfície do aço inoxidável por meio de fricção mecânica (usando correias ou rodas abrasivas) ou tratamentos químicos. Isso dá ao metal um acabamento fosco com inúmeras linhas finas.
Os metais comumente escovados incluem aço inoxidável, alumínio e níquel.
A intensidade do acabamento escovado é especificada como rugosidade da superfície e normalmente é de 0,5 a 1,5 micrômetros Ra.
O processo de escovação melhora a estética, a resistência ao desgaste e a textura da superfície do aço inoxidável.

1.1 Características do aço inoxidável escovado
- Textura fosca:As superfícies de aço inoxidável escovado têm linhas uniformes e efeito fosco.
- Alta resistência ao desgaste:O processo de escovação ajuda a esconder pequenos arranhões superficiais, tornando-o mais durável.
- Resistência a impressões digitais:Comparado ao aço inoxidável com acabamento espelhado, o aço inoxidável escovado tem menos probabilidade de apresentar impressões digitais ou manchas.
- Forte apelo decorativo: Com sua aparência texturizada, o aço inoxidável escovado é frequentemente usado para fins decorativos e artísticos.
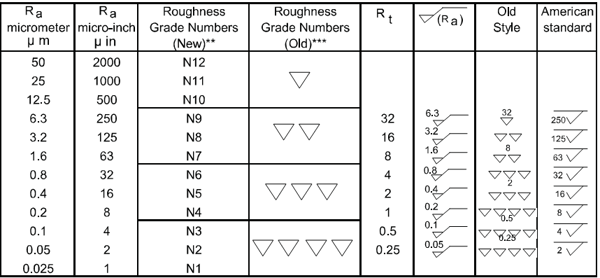
1.2 Graus de tratamentos de superfície de aço inoxidável
As superfícies de aço inoxidável passam por vários processos de tratamento para formar diferentes graus de acabamento, como No.1, No.2D, No.2B, No.4, No.6, No.7 e No.8.
- N.º 1: Áspero e antirreflexo.
- No.2D: Mate, com suavidade média.
- Nº 2B: Liso com um leve brilho reflexivo, comumente visto como acabamento padrão.
- Nº 4: Acabamento escovado com aparência fosca, resistente a impressões digitais e arranhões.
- Nº 6: Textura escovada mais fina com maior brilho.
- Nº 7: Brilhante, com pequenas marcas de polimento.
- No.8 (Espelho): Altamente polido, com acabamento refletivo e impecável.
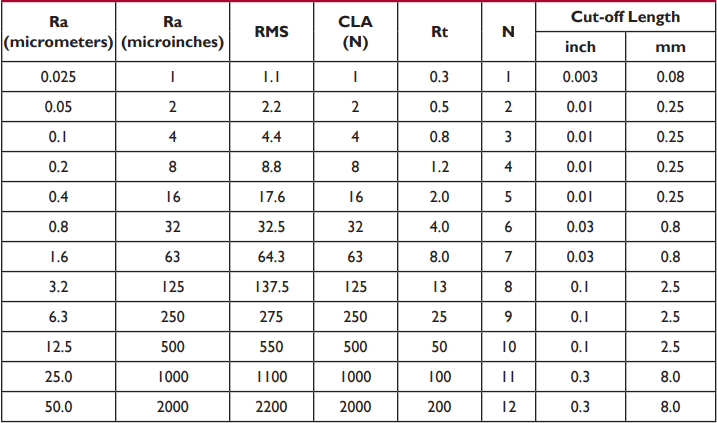
1.3 Classificação Ra (Rugosidade Média)
- Ra 12,5 – 25,0 μm: Superfície processada grosseiramente
- Ra 3,2 – 6,3 μm: Superfície moderadamente processada
- Ra 1,6 – 3,2 μm: Acabamento fino padrão
- Ra 0,8 – 1,6 μm: Acabamento fino
- Ra 0,2 – 0,8 μm: Acabamento ultrafino
- Ra ≤ 2 μm: Acabamento espelhado


1.4 Aplicações comuns de aço inoxidável escovado
O aço inoxidável escovado tem uma ampla gama de aplicações em projetos comerciais e residenciais. Usos comuns incluem:
- Eletrodomésticos: Exteriores e painéis de geladeira, micro-ondas, lava-louças e coifa.
- Equipamento de cozinha:Pias, bancadas, portas de armários, utensílios e panelas.
- Decoração arquitetônica: Painéis de elevador, revestimentos de paredes, corrimãos, batentes de portas e decorações de teto.
- Móveis e ferragens:Cadeiras, armários, maçanetas, luminárias, corrimãos e espelhos.
- Automotivo e Transporte:Acabamento interno, decoração de cabines de trem e corrimãos de metrô.
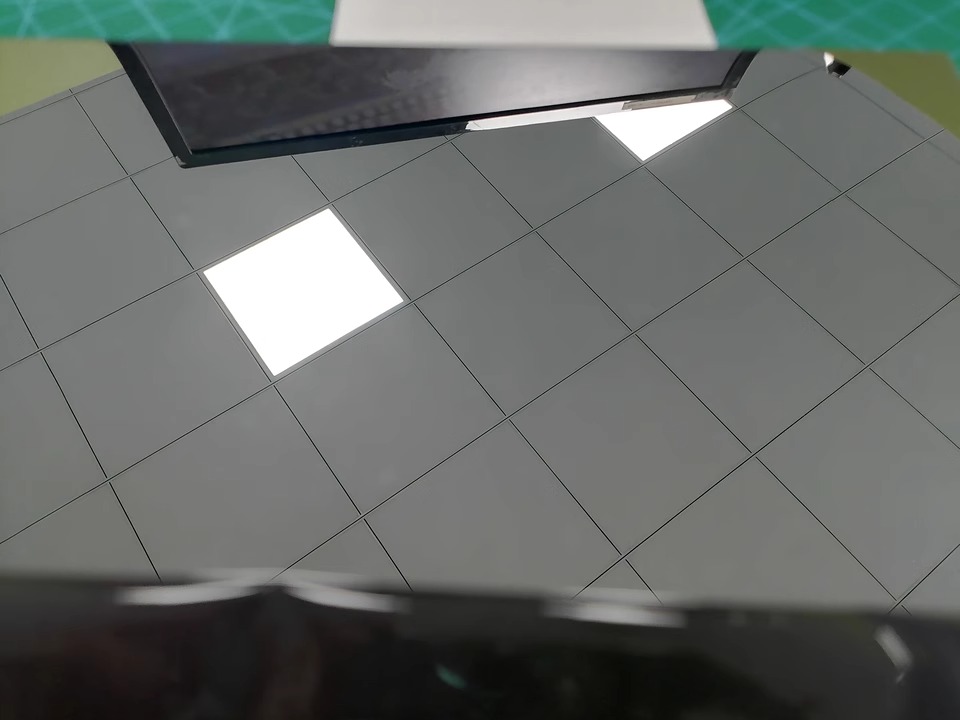
1.5 Diferenças entre aço inoxidável escovado e aço inoxidável espelhado
- Aço inoxidável escovado: Apresenta textura linear contínua com acabamento fosco, não reflexivo, esconde arranhões e é resistente a impressões digitais.
- Espelho Aço Inoxidável: Altamente polido, reflexivo e suave como um espelho. Tem uma aparência de alta qualidade, mas é mais propenso a impressões digitais, manchas e arranhões, que são mais perceptíveis.
1.6 Relação entre acabamentos acetinados e escovados
Acabamentos acetinados e escovados são usados para tratamentos de superfície de aço inoxidável. O escovado foca na direcionalidade e linhas, enquanto o acetinado enfatiza um efeito suave e fosco.
- Acabamento escovado:Produz uma textura linear na superfície, normalmente em uma única direção, usando polimento mecânico ou manual com ferramentas como lixa ou escovas de aço.
- Acabamento acetinado: Também conhecido como acabamento sedoso ou fosco, é mais suave e uniforme, geralmente obtido por meio de técnicas de polimento mais finas.
2.0 Selecionando as ferramentas certas para escovação – Fluxo do processo

2.1 Processo de preparação
- Seleção de ferramentas: Escova de aço, limpador de aço inoxidável.
- Função: Antes de escovar, remova a camada de óxido, sujeira e ferrugem. A escova de arame remove eficientemente a camada áspera, garantindo melhores resultados de escovação. Os limpadores ajudam a remover sujeira e graxa.

2.2 Etapa de processamento bruto
- Seleção de ferramentas:Lixa grossa ou cinta abrasiva, esmerilhadeira elétrica, esmerilhadeira angular.
- Função:O processamento bruto remove defeitos superficiais maiores e começa a formar a textura escovada. Normalmente, lixa grossa (por exemplo, 60# a 120#) é usada para moagem.
- Pontas:
Ferramentas manuais: Use lixa grossa para pequenas áreas ou bordas para um controle preciso.
Ferramentas mecânicas: Esmerilhadeiras elétricas de cinta ou angulares são mais eficientes para áreas grandes, mas exigem habilidade para evitar superfícies irregulares.
2.3 Processo de Acabamento
- Seleção de ferramentas:Lixa fina ou cinta abrasiva fina, almofada de escovação especializada, lixadeira de cinta ou máquina de polir.
- Função:Lixa fina (por exemplo, 320# a 600#) ou cintas abrasivas finas são usadas para refinar a textura da escovação.
- Pontas:
oAdequado para trabalhos detalhados e acabamentos em pequena escala.
oAjuste a velocidade e a pressão para garantir uma textura uniforme.
2.4 Pós-processamento
- Seleção de ferramentas: Roda de polimento, almofada de polimento.
- Função: Esta etapa foca na remoção de micro-riscos e na melhoria da suavidade da superfície. Ferramentas de polimento fornecem um acabamento mais refinado.
3.0 Determinando a direção correta da escovação
Seja horizontal, vertical, diagonal ou cruzada, a direção correta da escovação não só melhora o apelo estético, mas também ajuda a evitar arranhões sujos na superfície. Abaixo estão as explicações detalhadas sobre as direções da escovação:
3.1 Escovando ao longo do grão de metal
Superfícies de aço inoxidável normalmente têm uma granulação ou direção natural. Ao escovar, é crucial seguir essa granulação natural para evitar arranhões irregulares.
3.2 Efeitos de diferentes direções de escovação
- Escovação horizontal:A escovação horizontal geralmente resulta em padrões lineares horizontais. Isso é comumente usado para grandes painéis decorativos, portas de armários e outras superfícies em ambientes comerciais e residenciais.
- Escovação vertical:A escovação vertical cria padrões lineares verticais. Isso é frequentemente aplicado em ambientes onde uma sensação de altura é necessária, como painéis decorativos e interiores de elevadores.
- Escovação diagonal:A escovação diagonal produz padrões mais dinâmicos e exclusivos, adequados para elementos decorativos com foco em design, como decoração de arte e móveis decorativos.
- Escovação cruzada:Pincelar em duas ou mais direções cria efeitos de textura complexos. Este método é frequentemente usado para projetos personalizados de alto nível ou aplicações altamente decorativas, como casas de luxo, instalações de arte e paredes de destaque.
4.0 Usando pressão de moagem apropriada

A pressão de moagem desempenha um papel crítico na escovação de aço inoxidável. Escolher a pressão correta garante padrões uniformes de escovação de superfície. Ao controlar a pressão de moagem, você pode efetivamente evitar arranhões ou amassados na superfície. Abaixo estão os detalhes sobre o uso da pressão de moagem apropriada:
4.1 Impacto da pressão no acabamento da superfície
- Pressão excessiva: Aplicar muita pressão pode causar arranhões, amassados ou texturas irregulares perceptíveis na superfície do aço inoxidável. Isso é especialmente verdadeiro ao usar lixa grossa ou cintas de lixa, que podem facilmente danificar a superfície.
- Pressão moderada:A pressão de moagem moderada garante que a superfície do aço inoxidável seja tratada uniformemente, resultando em padrões de escovação suaves e finos.
Teste: Teste em uma área pequena e discreta e ajuste a pressão até obter o resultado desejado.
Pressão uniforme: Mantenha a mão firme e aplique pressão uniformemente para evitar força excessiva ou pressão localizada.
4.2 Pressão aumentando gradualmente
Ao escovar, é aconselhável aumentar gradualmente a pressão de moagem.
- Estágio inicial:Use lixa mais fina ou cintas de lixa para lixamento leve. O propósito desta etapa é remover pequenas imperfeições da superfície e pré-tratar o material para um trabalho mais áspero.
- Transição Estágio: Gradualmente, faça a transição para lixas mais grossas ou cintas de lixa, aumentando a pressão. Este estágio ajuda a remover imperfeições mais significativas e texturas irregulares, mas mesmo a pressão ainda é necessária.
- Final Estágio:Use lixa fina ou almofadas de polimento para o tratamento final. Neste ponto, ajuste a pressão apropriadamente para garantir que a superfície atinja a suavidade e o brilho necessários.
Recomendações:
- MultarLixa: Use para lixamento inicial com pressão suave para manter a lisura da superfície.
- Lixa grossa: Use quando for necessária maior remoção de material, aumentando gradualmente a pressão e evitando força excessiva.
- Almofadas de polimento: Use para o polimento final fino e suave para obter um acabamento suave.
5.0 Prevenção de desgaste excessivo e danos
Para evitar esmerilhamento excessivo e danos, controle o tempo e a frequência de esmerilhamento e use lubrificação e resfriamento adequados. Isso ajuda a evitar esmerilhamento excessivo e danos ao material.
Aqui estão métodos específicos para evitar o desgaste excessivo:
5.1 Evite Desgaste Excessivo: Diferentes espessuras de aço inoxidável toleram a retificação de forma diferente. A retificação excessiva pode fazer com que o material fique muito fino.
- Selecione o tempo de moagem apropriado: Defina um tempo de moagem apropriado com base na espessura e condição do material.
- Controle de frequência de moagem: Evite esfregar frequentemente a mesma área.
- Inspeções regulares:Inspecione regularmente as condições da superfície do material.
5.2 Lubrificação e resfriamento adequados: a lubrificação e o resfriamento adequados podem efetivamente evitar o acúmulo de calor devido ao atrito durante a retificação.
- Use óleo lubrificante: Isso reduz o atrito e ajuda a remover resíduos metálicos produzidos durante a retificação.
- Resfriamento a água:Água pode ser pulverizada ou usada como fluxo para resfriar a superfície durante o esmerilhamento. (Máquinas de escovação elétricas geralmente têm sistemas de resfriamento a água.)
- Pausas para resfriamento:Pare periodicamente para deixar o material esfriar, evitando o impacto de altas temperaturas sustentadas no material. (Este método é menos eficiente.)
6.0 Limpeza e manutenção de aço inoxidável escovado
A limpeza e manutenção do aço inoxidável escovado exigem a escolha de limpadores de aço inoxidável apropriados. Evite usar limpadores ácidos ou à base de cloreto e use panos macios para limpar. A limpeza regular e a aplicação de revestimentos resistentes a impressões digitais podem efetivamente evitar que impressões digitais e manchas permaneçam.
6.1 Usando os produtos de limpeza corretos
- Limpadores neutros: Escolha produtos de limpeza com pH neutro que possam remover eficazmente a sujeira comum sem afetar o acabamento da superfície.
- Limpeza com pano macio:Use panos macios e sem fiapos ou panos de microfibra para limpar e evitar arranhar a superfície do aço inoxidável.
- Evite produtos de limpeza ácidos ou à base de cloreto:Esses produtos químicos podem corroer a superfície do aço inoxidável, causando danos.
Use produtos de limpeza especializados para aço inoxidável: Eles podem remover a sujeira com eficácia e formar uma camada protetora na superfície, reduzindo impressões digitais e manchas.
6.2 Prevenção de impressões digitais:
Use películas protetoras de aço inoxidável: Eles são usados para proteger o material contra danos durante o processamento, transporte e instalação.
7.0 Perguntas comuns sobre aço inoxidável escovado
Qual é a diferença entre aço inoxidável escovado e aço inoxidável espelhado?
O aço inoxidável escovado tem padrões lineares perceptíveis, enquanto o aço inoxidável espelhado é altamente polido com um acabamento refletivo semelhante a um espelho.
Qual é a diferença entre aço inoxidável escovado e níquel escovado?
O aço inoxidável escovado usa uma liga de aço inoxidável com padrões escovados finos na superfície, enquanto o níquel escovado é uma liga de níquel que passa por tratamento de escovação, resultando em uma cor mais suave.
O que é uma roda de polimento?
Uma roda de polimento é uma ferramenta usada para polir superfícies de metal, tipicamente feitas de pano, lã ou materiais sintéticos. É usada para remover arranhões e melhorar a suavidade da superfície do aço inoxidável.
O que é uma cinta de lixa?
Uma lixa de cinta é uma lixa em formato de cinta usada para lixar e desbastar, normalmente montada em lixadeiras de cinta e máquinas de polimento para remover imperfeições superficiais em aço inoxidável.
Referências
https://en.wikipedia.org/wiki/Brushed_metal