

1.0 ブレード材質の選択
1.1 炭素鋼ブレード
炭素鋼ブレードは基本的で手頃な価格であり、アルミニウム、銅、真鍮、青銅、その他の非鉄金属などの柔らかい金属の切断に最適です。バンドソーを時々使用する作業場に適しています。
1.2 バイメタルブレード
バイメタルブレードは、多目的切断作業の業界標準です。高速度鋼 (HSS) の刃先を柔軟な合金鋼の裏側に溶接し、硬度と柔軟性を兼ね備えています。耐久性に優れ、ステンレス鋼を含むさまざまな材料の切断に適しています。
1.3 超硬チップブレード
超硬チップ付きブレードは、硬化鋼や特殊合金などの硬い材料や研磨材の切断に最適です。柔軟なスチールバンドにろう付けされたタングステンカーバイドの歯は、特に大量生産において優れた耐久性を発揮します。



2.0 歯ピッチ(TPI)とその重要性
2.1 TPIが重要な理由
TPI (インチあたりの歯数) は、切削速度、表面仕上げ、振動に影響します。TPI が高いほど、切削は細かくなりますが、送り速度は遅くなります。TPI が低いほど、切削は速くなりますが、表面は粗くなります。
2.2 TPIと材料の厚さ
TPI は材料の厚さと反比例します。薄い材料では、振動と歯の欠けを減らすために高い TPI が必要です。厚い材料では、積極的な切削と効率的なチップ除去のために低い TPI が必要です。

2.3 推奨 TPI チャート (固体材料)
| 素材の厚さ | 推奨TPI |
| 3mm未満 | 24~32TPI |
| 3~6mm | 18~24TPI |
| 6~12mm | 14~18TPI |
| 12~25ミリ | 10~14TPI |
| > 25mm | 6~10TPI |
2.4 チューブとプロファイルの TPI
チューブとプロファイルの場合、壁の厚さと最大直径の両方が重要です。薄壁のチューブとプロファイルの場合は、壁の厚さを優先します。厚い材料の場合は、直径の影響が大きくなります。
おおよそのTPI プロフィール (壁厚最大100mm)
| 壁厚(mm) | 直径25mm | 直径50mm | 直径100mm | 直径200mm | 直径500mm |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
直径が小さい場合、薄壁のエッジを切断する際の振動や歯の損傷を回避するために、推奨 TPI は固体材料に似ています。より大きなプロファイルの場合、材料の強度によってこの問題が軽減され、歯の数が少なくなり、より滑らかな切断が可能になります。
2.5 ブレード材質別の推奨TPI
以下は、材質の種類と厚さに基づいた、炭素鋼、合金鋼、高速度鋼ブレードの推奨 TPI 値です。これらの値は、適切なブレードを選択するための簡単なガイドとして役立ちます。


2.6 炭素鋼ブレード
| 応用 | 金属の厚さ | ブレードTPI |
| アルミニウム、真鍮、銅、軟青銅、マグネシウム、木材、軟鋼、強靭鋼(低速) | 1/2″から3-3/8″ | 6 |
| 同上 | 3/8″から1″ | 8 |
| アルミニウム、アングル鉄、鋳鉄、青銅、真鍮、銅、亜鉛メッキ管、軟鋼、強靭鋼(低速) | 3/16″から3/4″ | 10 |
| 上記と同じ、さらに電気ケーブル | 5/32″から1/2″ | 14 |
| 薄肉チューブおよび薄肉セクション用 | 1/8″から1/4″ | 18 |
| 極薄素材用 | 3/32″から1/8″ | 18 |
2.7 合金鋼ブレード
| 応用 | 金属の厚さ | ブレードTPI |
| アルミニウム、鋳鉄、青銅、真鍮、銅、亜鉛メッキパイプ、軟鋼、より強靭な鋼(クロム、タングステン)用 | 3/16″から1″ | 10 |
| 上記と同じ(電気ケーブルを含む) | 5/32″から3/4″ | 14 |
| 薄肉チューブおよび軟質材料向け | 1/8″から1/2″ | 18 |
| 極薄素材用 | 3/32″から1/8″ | 24 |
2.8 高速度鋼(HSS)ブレード
| 応用 | 金属の厚さ | ブレードTPI |
| アルミニウム、アングル鉄、青銅、真鍮、銅、亜鉛メッキパイプ、軟鋼、より強靭な鋼(ステンレス、クロム、タングステン)用 | 7/32″から7/8″ | 10 |
| 同上 | 3/16″から5/8″ | 14 |
| 薄い部分の場合 | 5/32″から3/8″ | 18 |
ヒント: ステンレス鋼やタングステン鋼などの切断が難しい材料の場合は、適切な潤滑剤を使用して低速で HSS ブレードを使用することをお勧めします。
3.0 歯の構成
3.1 レギュラー歯ブレード
- まっすぐな歯並び
- 深い溝と均一な間隔
- 0° すくい角
- 薄板金属の汎用鋸引きや輪郭切断に適しています。
3.2 フック歯ブレード
- 大きくて間隔の広い歯
- 深い食道
- 正10°の傾斜角
- 厚い金属や硬い金属を素早く荒く切るのに最適です。
3.3 スキップトゥースブレード
- 歯の間隔が広く、溝が浅い
- 0°すくい角、90°歯形
- 非鉄金属や軟質材料に適しており、目詰まりを軽減します。
4.0 歯のセットパターン
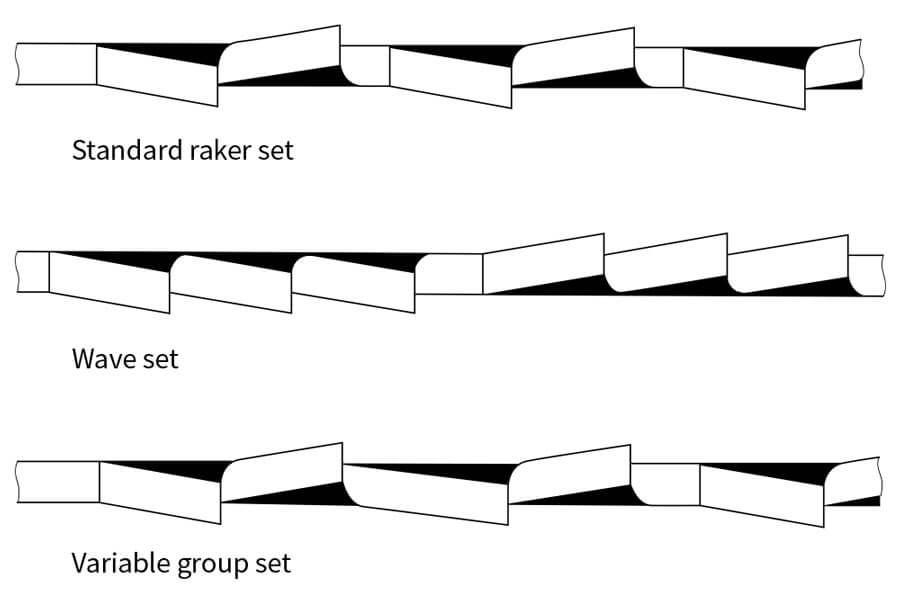
4.1 標準歯セット
- 左右のオフセットを交互に
- 中程度の切り口幅での汎用切断に。
4.2 可変(波状)セット
- 左右のオフセットの段階的な変化
- チャタリングを低減し、薄い材料や中空部分に最適です。
4.3 ストレート(レイカー)セット
- オフセットは最小限またはゼロ
- 細かく狭い切り口を生成しますが、結合のリスクが高まります。
5.0 追加の考慮事項
5.1 カーフ幅と切断応力
超硬合金の刃先では、切り口が広くなるため、ワークピースにかかるストレスが増大し、薄い材料が変形する可能性があります。バイメタルと炭素鋼の刃では、切り口が狭くなるため、薄い材料や繊細な材料に適しています。
これは特に 手動バンドソーマシンオペレータの送り速度が変化する可能性があり、ブレードの摩耗のリスクが高まります。
5.2 振動制御
振動と摩耗を最小限に抑えるため、歯の隙間が材料の厚さよりも広くならないようにしてください。切断中は複数の歯が噛み合うようにしてください。
5.3 冷却と潤滑
バイメタルおよび超硬チップのブレードは過熱に敏感です。ブレードの寿命を延ばし、切断効率を向上させるには、適切な冷却を施してください。
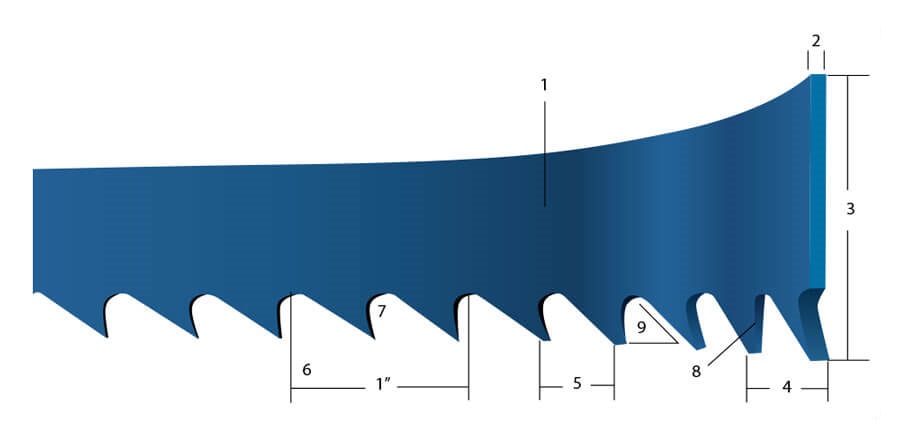
6.0 バンドソーブレードの用語
- 戻る: 刃の非切断面
- 幅/高さ: 歯の先端から奥までの距離
- セット: 刃の中心線からの歯のオフセット量
- 歯ピッチ: 歯先間の距離(TPIの計算に使用)
- 食道: チップ除去のための歯の間の湾曲した部分
- 歯面: 歯の前面
- 傾斜角: 刃の方向に対する垂直線に対する歯面の角度
7.0 まとめ
最適なパフォーマンスを得るには、次の点に基づいてバンドソーブレードを選択してください。
- 材質タイプ(ソリッド、チューブ、またはプロファイル)
- 希望する表面仕上げ
- 切断速度と効率
- 刃の材質と歯の構成
- 材料の厚さと形状を考慮した正しいTPI
切断用途に最も適したブレードを選択するには、必ずブレード製造元の推奨事項またはカタログを参照してください。
参照: https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide

