

鋼管は、建設、配管、工業用途で広く使用されています。これらのパイプは、油圧ベンダーやテンプレートなどの特殊な機械やツールを使用して曲げることができます。各方法は、効率と最終的な曲げの品質の点で異なります。この記事では、鋼管を曲げるための一般的な手法について説明し、評価します。
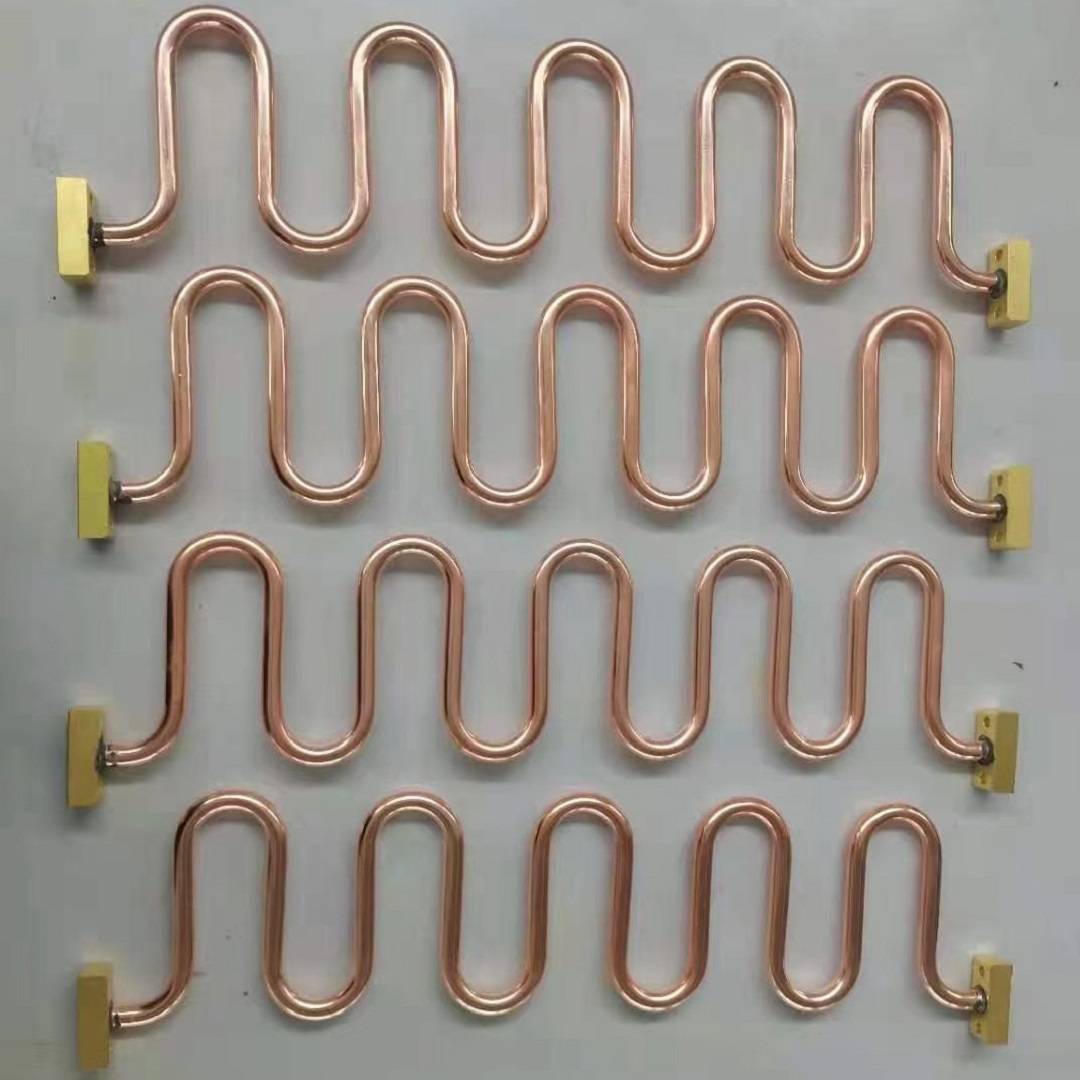
冷蔵・空調:
- 冷媒配管
- 凝縮器と蒸発器
- 熱交換器
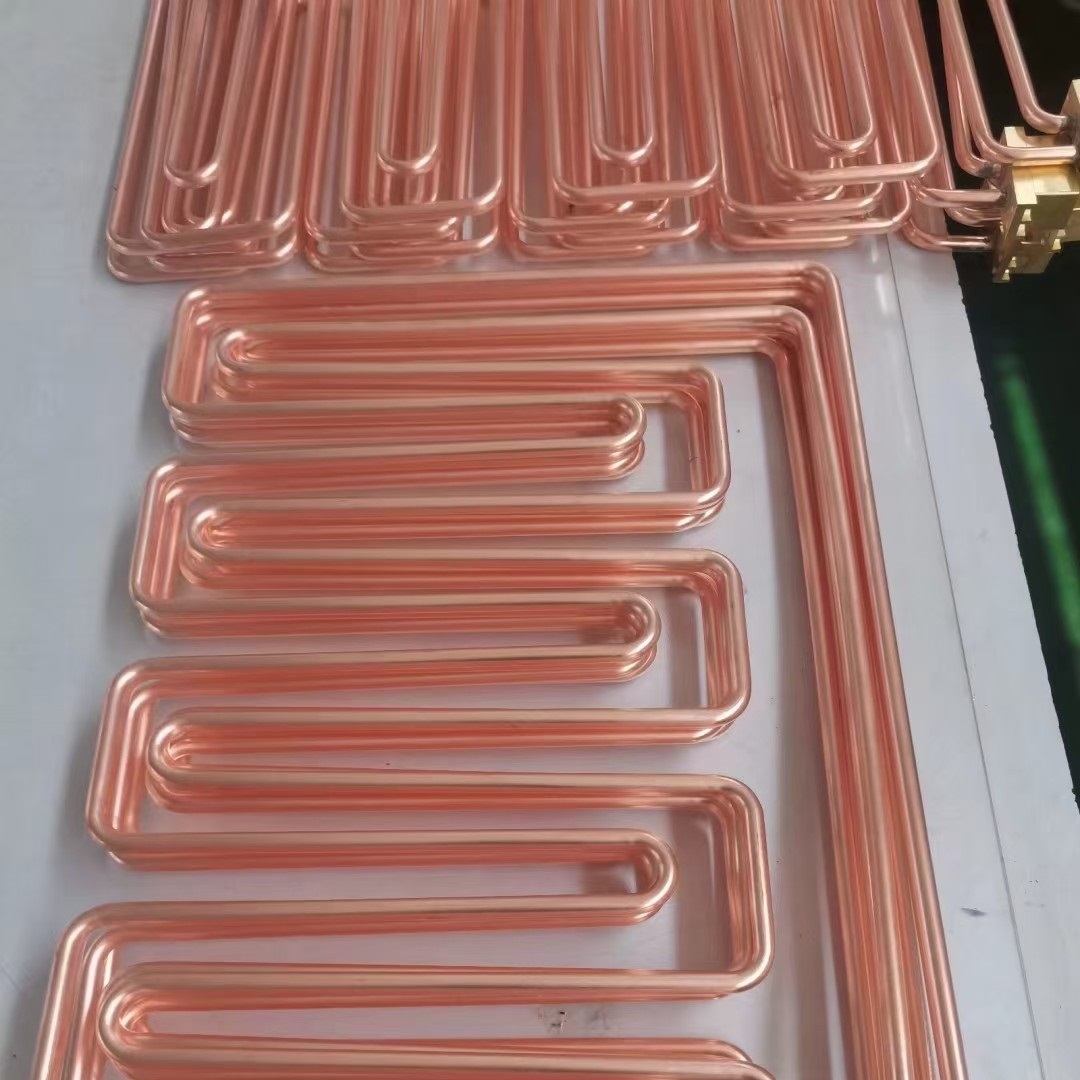
産業機器:
- 産業用冷凍・暖房システム
- 化学パイプライン
- 工業用高圧輸送パイプ
自動車産業:
- 自動車用空調システム
- ブレーキパイプ
- 燃料供給パイプ
家電製品:
- 冷蔵庫や冷凍庫の冷却パイプ
- ヒーターパイプ
- 洗濯機の内部接続パイプ
銅管は家庭の配管システムによく使われており、見た目が美しいため工芸品としても好まれています。銅は比較的柔らかい素材ですが、適切な工具がなければ完璧に曲げられるほど柔らかくはありません。
特殊な機器を使用せずに銅管を曲げると、管が潰れ、滑らかで均一な曲線ではなく、不均一なエッジが発生する可能性があります。
1.0 パイプベンダーを使わずに銅管を曲げる方法
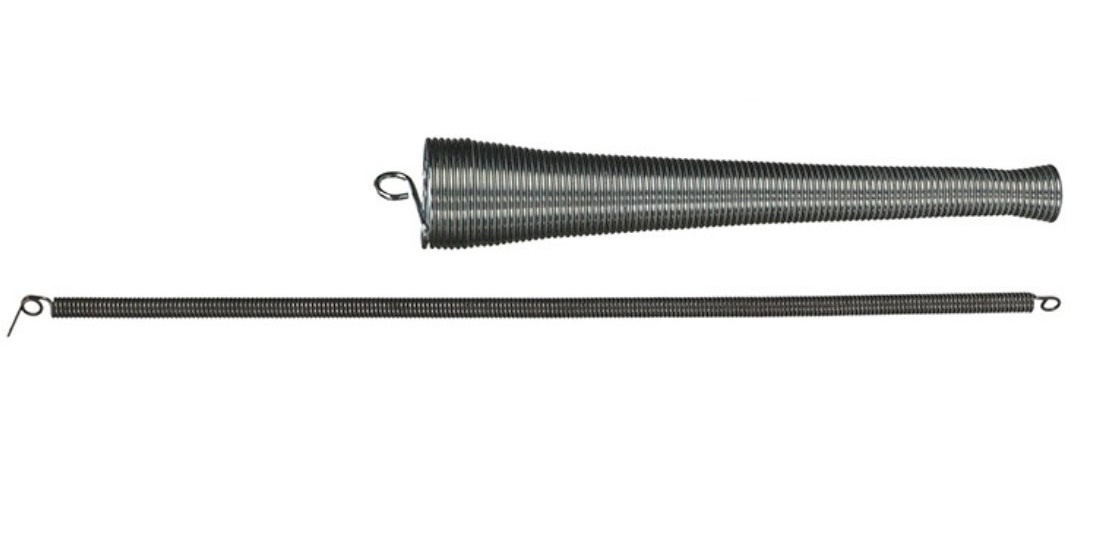
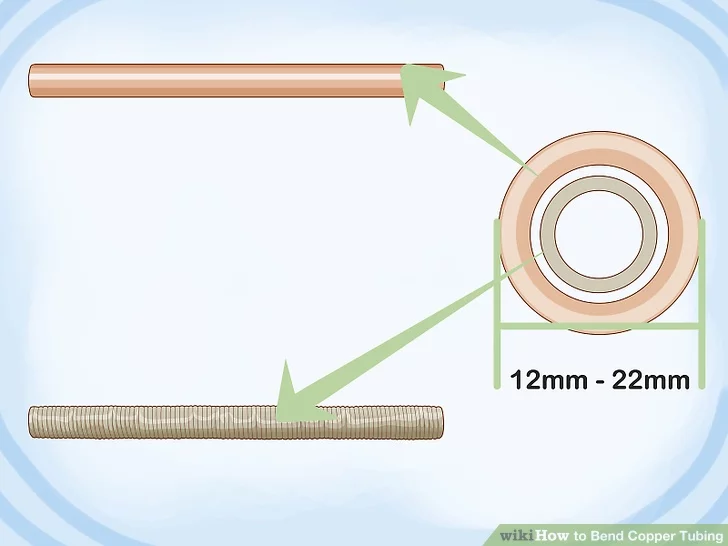
曲げバネを使用するのが、パイプベンダーを使わずに銅管を曲げる最も簡単な方法です。曲げバネは、銅管に(または表面上に)挿入される頑丈で柔軟なバネです。手動で曲げる際、バネは管壁を支えます。曲げバネには、内部と外部の 2 種類があります。
内部曲げスプリング: これらのスプリングは、外径 12 ~ 22 mm の銅管内にフィットするように設計されています。曲げ加工時に管壁が崩れるのを防ぎます。
外部曲げスプリング: これらのスプリングは、外径 6 ~ 10 mm の銅管に取り付けられ、曲げ加工時に管壁が外側に広がるのを防ぎます。
1.1 チューブスプリングを使用して銅管を曲げる方法:


- パイプを準備する: 切断によって生じた銅管の端の粗いエッジやバリをきれいに取り除きます。
- 曲げポイントをマークする: 油性マーカーを使用して、曲げるポイントをマークします。マークが曲げ半径の最も外側のポイントにあることを確認します。曲げ半径は、パイプを損傷することなく曲げることができる最小半径です。
- 適切なサイズのスプリングを選択する: パイプの直径に合ったチューブ スプリングを選択します。パイプのサイズに応じて、スプリングをパイプの内側または周囲に挿入します。
- バネがパイプより長い場合は、曲げた後に簡単に取り出すことができます。
- スプリングが短い場合は、取り外しを容易にするために端にワイヤーを取り付けます。
- パイプにパッドを付ける: 曲げ加工中に銅管を保護するために、柔らかい布で銅管を包みます。
- パイプを曲げる: 銅パイプを膝の上で曲げます。パイプを膝の両側で前後に動かし、滑らかで均一な曲げができるようにします。
- スプリングを取り外す: 曲げた後、スプリングを慎重に取り外します。取り外しにくい場合は、時計回りに回して曲げから外します。
- 代替方法: 希望の角度を超えてしまった場合は、パイプを目標角度を超えて曲げてから、正しい位置まで曲げ直すことができます。
- チューブ スプリングを使用する利点: チューブ スプリングを使用して銅管を曲げる方法は、パイプ ベンダーを使用する方法に比べてコスト効率に優れています。スプリングは保管や輸送が簡単ですが、パイプのサイズごとに異なるサイズのスプリングが必要です。
1.2 砂や塩を使って銅管を曲げる方法


銅管の内側に砂や塩などの密度の高い材料を使用すると、曲げ力が均等に分散され、損傷の原因となる局所的な圧力を防ぐことができます。方法は次のとおりです。
- パイプをまっすぐにする: まず、銅のパイプまたはチューブを大まかにまっすぐにします。完全にまっすぐである必要はなく、材料が流れる程度にまっすぐで十分です。
- パイプの片方の端をテープで留める: ダクトテープまたは電気テープを使用して、銅パイプの片方の端を密閉します。
- パイプに詰める: 漏斗を使って銅パイプに砂または塩を入れます。
- もう一方の端をテープで留める: パイプのもう一方の端をテープで留めて、内部の充填材を保持します。
- P IP を曲げる e: パイプを希望の曲線に曲げます。砂や塩は、曲げている間にパイプが潰れるのを防ぐのに役立ちます。
- テープとフィラーを取り外します。
曲げが完了したら、テープを取り外し、砂や塩をパイプから流します。
1.3 トーチを使って銅管を曲げる方法


銅管は、小型のブタントーチまたは酸素アセチレントーチを使用して簡単に加熱して曲げることができます。ブタントーチではパイプを必要な温度まで加熱するのに時間がかかりますが、酸素アセチレントーチでは銅がすぐに赤熱するため、複数のパイプを曲げるのに最適です。
トーチを使って銅管を曲げる方法は次のとおりです。
- 曲げ位置をマークする: パイプを曲げる場所を決定し、その場所にマークを付けます。
- パイプを固定する: パイプをテーブルなどの安定した表面に固定します。木製のテーブルを使用する場合は、加熱する部分がテーブルに直接接触しないようにしてください。
- パイプを加熱する: トーチを使用して、パイプが赤熱するまで均等に加熱します。
- パイプを冷却します。触れても安全になるまでパイプを冷まします。
- パイプを曲げる: パイプをしっかりと持ち、希望の角度に曲げます。
- 追加の曲げを繰り返します。さらに曲げる場合は、手順 2 ~ 4 を繰り返します。
ヒント: 銅管が冷えてから曲げる前に砂を加えると、曲げる過程でねじれが生じるのを防ぐことができます。
1.4 バイスを使って銅管を曲げる方法


バイスを使用して銅管を曲げるには、次の手順に従います。
- パイプを銅管の長さに沿って均等に赤熱するまで加熱します。
- パイプをバイスに取り付けます。加熱したパイプをバイスに素早く取り付け、パイプに接触する程度に締めます。
- パイプを曲げる パイプがまだ熱いうちに、両端を上に引っ張って希望の角度にします。バイスはパイプの端を支え、曲げている間にパイプが折れるのを防ぎます。
この方法はバイスだけが必要なので簡単ですが、難しい場合があります。滑らかで正確な曲げを実現するには、スキルと素早さが不可欠です。
2.0 パイプベンダーを使用して銅管を曲げる方法
パイプベンダーには、シンプルな手動装置から高精度の CNC システムまでさまざまなタイプがあり、家庭プロジェクトから工業生産まで、多様なニーズに応えます。




- 手動パイプベンダー
- 弓型パイプベンダー
- ベンチトップパイプベンダー
- 油圧パイプベンダー
- 電動パイププーラー
- レバーパイプベンダー
- 電動パイプ曲げ機
- CNCパイプ曲げ機
2.1 レバー式チューブベンダーを使用して銅管を曲げる方法:
ステップ1:パイプベンダーのハンドルを開く
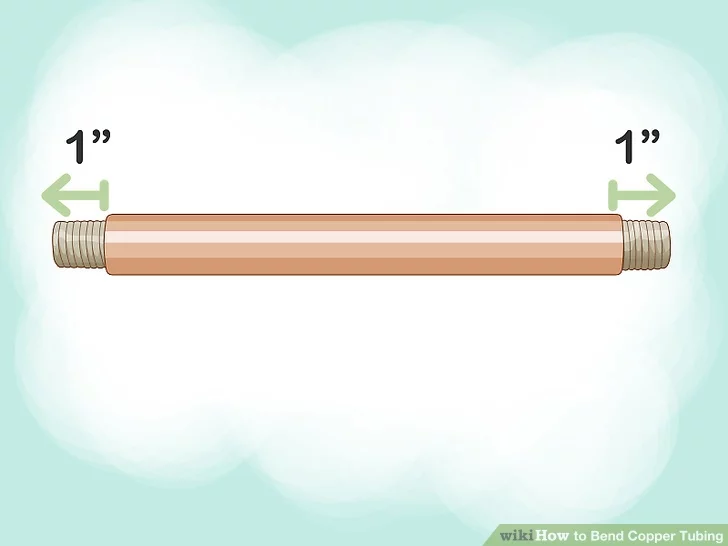
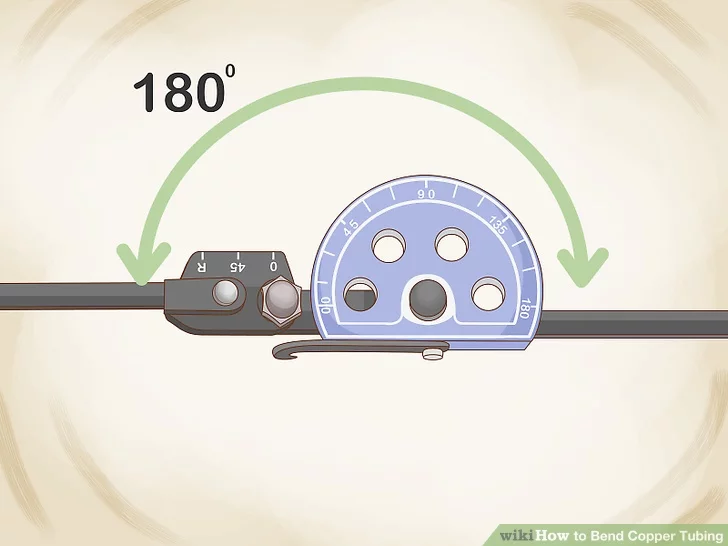
パイプベンダーのハンドルを完全に伸ばします。短いハンドルを、曲げるときに保持する長いハンドルと 180 度の角度になるまで持ち上げます。これにより、チューブを挿入して曲げ半径を設定するのに十分なスペースが確保されます。
ステップ2: チューブラッチを外す
チューブ ラッチの溝付き親指部分を押し下げて、ラッチを解除します。ほとんどのモデルでは、チューブを挿入する前にラッチを解除する必要があります。ラッチは、所定の位置に収まるとチューブ上でスイングするフックとして機能する場合があります。
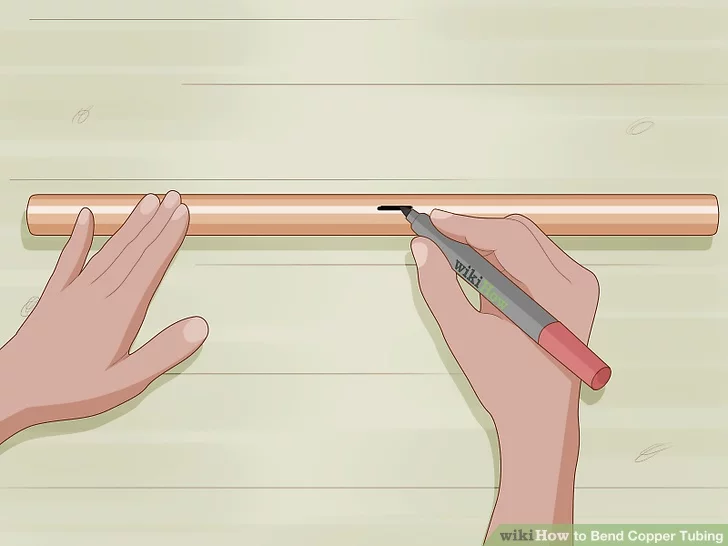
ステップ3: チューブを曲げる位置に印を付ける
フェルトペンを使用して、曲げる箇所にチューブの印を付けます。曲げる箇所を正確に配置するために、定規または巻尺を使用できます。チューブに印を付けると、特に複数の曲げや複合曲げを行うときに、正確な位置合わせを維持するのに役立ちます。

ステップ4:チューブをベンダーに挿入する
チューブの一方の端をハンドル間のスロットに挿入し、丸いベンダー ダイと揃っていることを確認します。マークされた部分がダイに載るまでチューブを送ります。
ステップ5: チューブラッチを固定する
ラッチをチューブの上に戻し、カチッと音がするまで押し込んでチューブを固定します。調整中は、ラッチがチューブをしっかりと保持します。
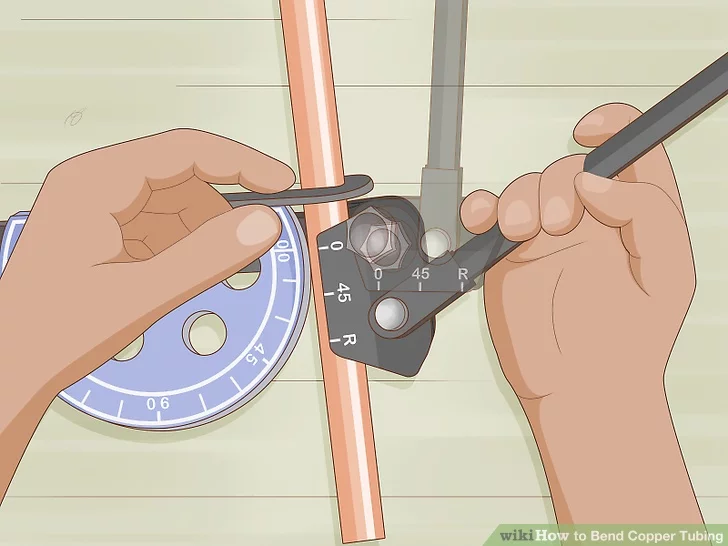
ステップ6: 曲げポイントを希望の半径に合わせる
マークされた曲げポイントがダイの対応する曲げ半径と揃うようにチューブを調整します。チューブとベンダーのフェースプレートのマーク、特にロール サポートとダイのフェースプレートの「0」が一致していることを確認します。
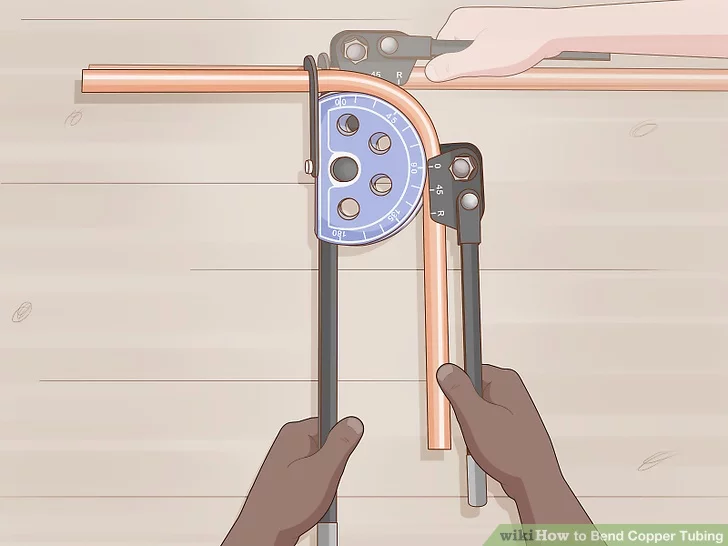
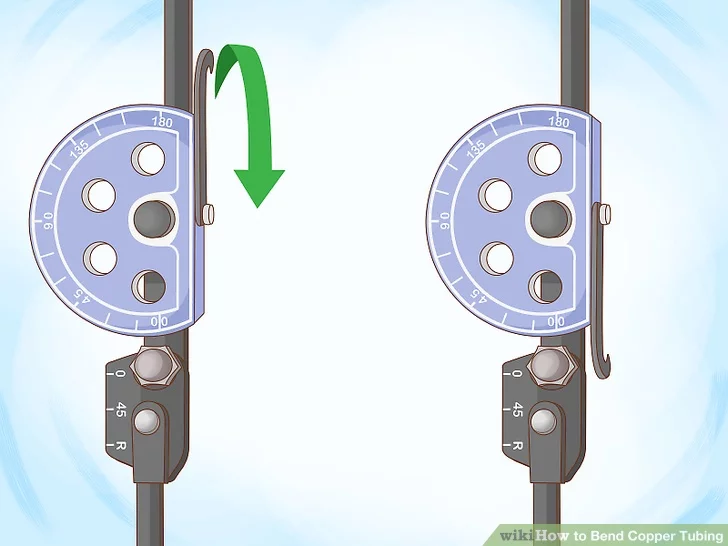
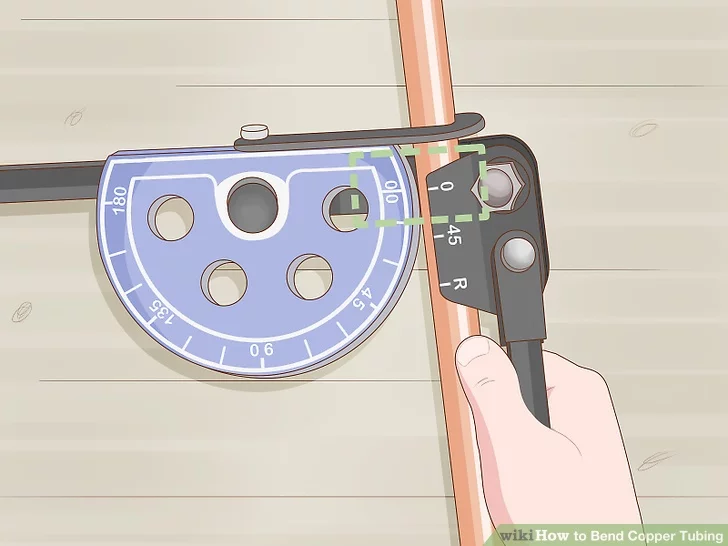
ステップ7:チューブを曲げる
長いハンドルをしっかりと保持しながら、短いハンドルを押し下げてハンドルを閉じます。チューブはダイの周りでスムーズに曲がります。ロール サポートの「0」が目的の曲げ半径に達したら停止します。短いハンドルを持ち上げてチューブを取り外します。
2.2 ラチェットチューブベンダーを使用して銅管を曲げる方法:

このツールは、外径範囲が 3/8 インチから 1 1/8 インチの軟銅管を曲げるために設計されています。
- ステップ 1: チューブの外径に一致する適切なマンドレルと断面を選択します。たとえば、外径 ¾ インチの銅チューブには、¾ インチのマンドレルと ¾ インチの断面を使用します。
- ステップ 2: マンドレルを所定の位置に固定し、ラチェット操作中にスムーズに動くことを確認します。
- ステップ 3: クロスセクションをボルトに取り付け、蝶ナットで締めます。
- ステップ 4: チューブを曲げる位置 (例: 左から 9 インチ) に印を付けます。
- ステップ 5: チューブをツールに挿入し、マークをマンドレルの正しい線に合わせます。マンドレルには 2 本の線があり、1 本は白い数字の左側、もう 1 本は右側にあります。
- ステップ 6: マークは、チューブの既存の端から最も遠い線と揃う必要があります。
- ステップ 7: チューブが希望の角度に達するまでマンドレルをラチェットします。
- ステップ 8: 直角測定ツールを使用して、曲げが 90 度であること、およびチューブが正しい距離 (例: 左から 9 インチ) に配置されていることを確認します。
2.3 電動パイプ曲げ機を使用して銅管を曲げる方法:


- 準備: ベンダーがしっかりと取り付けられていることを確認し、電源とすべてのコンポーネントをチェックします。
- ダイスとローラーの選択: パイプのサイズと材質に合った適切なダイスとローラーを選択し、しっかりと取り付けます。
- パイプの測定とマーク: パイプの曲げポイントを測定してマークし、正確性を確保します。
- パイプを装着する: パイプをベンダーに挿入し、ダイと正しく位置合わせします。
- 曲げパラメータの調整: 希望する曲げ角度、半径、速度を設定します。
- 曲げプロセスの開始: 機械の電源を入れ、ボタンまたはレバーを押して曲げを開始します。
- 曲げを監視する: プロセスを監視し、パイプが歪むことなくスムーズに曲がることを確認します。
2.4 CNC パイプ曲げ機を使用して銅管を曲げる方法


- 準備段階: 適切な曲げダイを選択し、CNC パイプベンダーに取り付けて、安全かつ正確であることを確認します。スムーズな処理のために、ダイを清掃して潤滑します。
- 起動とパラメータ設定: CNC パイプベンダーをオンにし、油圧システムと制御システムをアクティブにします。銅管の変形や破損を防ぐために、曲げ速度、圧力、締め付け力に特に注意しながら、CNC システムに必要なパラメータ (曲げ角度、半径、送り長さなど) を入力します。
- 銅管のクランプ: 銅管をダイの中心線に合わせ、位置が正確であることを確認します (誤差 ≤ ±0.5mm)。適切なクランプ力を適用して、変形を起こさずにパイプを固定します。
- 試し曲げと調整: 試し曲げを実行し、曲げ角度、半径、形状を確認します。偏差がある場合は、試し曲げが必要な基準を満たすまで CNC システムの設定を調整します。
- 量産曲げ: 試し曲げが成功したら、量産を開始します。曲げプロセスを監視し、必要に応じてパラメータを調整して、スムーズな操作を実現します。
- 完了: 曲げが完了したら、機械を停止し、システムの電源をオフにします。表面に損傷を与えないように注意しながら、クランプを慎重に解除し、パイプを取り外します。
参考文献:
https://www.wikihow.com/Bend-Copper-Tubing
https://tameson.com/pages/how-to-bend-copper-pipe#_bdkbe8ch8nq
