板金エンボス加工をマスターするための 5 つのステップ
0.1 ステンレス鋼板エンボス加工の紹介
エンボス加工されたステンレス鋼板は、エンボス加工機を使用して、金型ローラーからシート上にパターンを転がして作成されます。
板金エンボス加工 は スタンピング 浮き彫りや凹みのあるデザインやレリーフを作成するプロセス 板金希望するパターンのロールの間に金属シートまたは金属ストリップを通します。箔押しと組み合わせて光沢のある 3D 効果を生み出すことがよくあります。
0.2 エンボス加工ステンレス鋼板の主な特徴
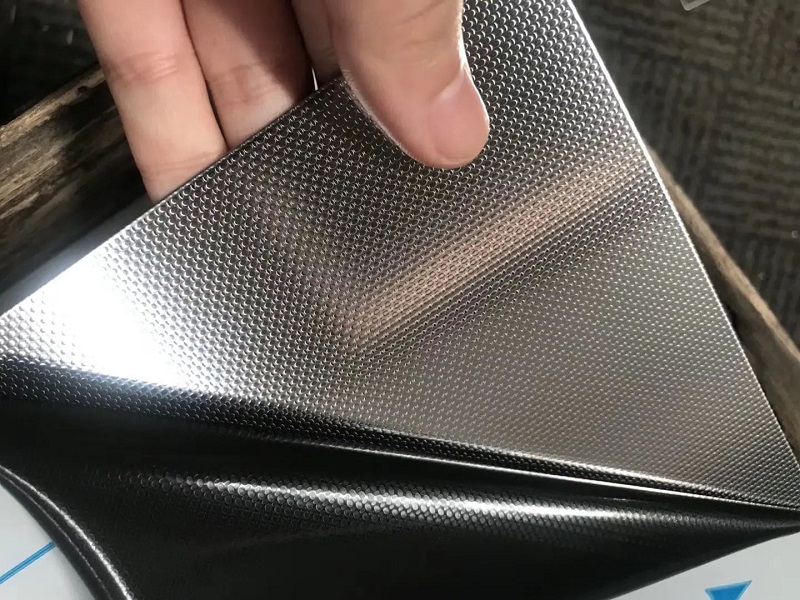
エンボス加工されたステンレス鋼板は見た目が美しく、建築装飾に広く使用されています。 エンボス加工された金属壁装飾表面の凹凸により摩擦力が増し、階段や床、地下鉄の車両床など滑りにくい場所に最適です。
ステンレスエンボスシートは耐久性に優れ、錆びにくく、汚染防止性があり、優れた耐腐食性を備え、お手入れも簡単です。

0.3 エンボス加工されたステンレス鋼板の一般的なパターン



- チェッカーボード
- 波紋模様
- ドットパターン
- 革の質感
- メッシュパターン
- キューブ
- 菊
- アンティークスクエア
- 木目
- ダイヤモンド
- 小さな広場
- リネン
- 小さなリネン
- 砂
- 米粒
- ストリップ
- グリッド
- レザーパターン
0.4 エンボス加工ステンレス鋼板の主な用途
建築装飾: 用途 エンボス加工された金属の壁アート天井、柱、その他壁面装飾材など。
家具とキッチン用品: キャビネットの扉、カウンタートップ、 エンボス加工された金属板.
エレベーターの装飾エレベーターの内装やドアの装飾に用いられるエンボス加工されたステンレススチール。
工業地域: 滑りにくい歩道や作業台に適しています。
交通機関地下鉄や電車の床、手すりなどに使われます。
ステンレス鋼のエンボス加工プロセスにおける重要な手順と考慮事項
1.0 ステンレス鋼の材質の選択
1.1 エンボス加工ステンレス鋼板の一般的な材料:
- アルミニウム(全合金)
- アルミニウム(T1/T2)
- 真鍮
- カードストック
- 冷間圧延鋼
- 銅
- 亜鉛メッキ鋼
- 高強度、低合金、鋼
- 熱間圧延鋼
- 鋼(全合金)
- 亜鉛
ステンレス鋼板:
- 304ステンレススチール: 耐食性に優れたエンボスシートの標準素材です。
- 316ステンレススチール: 304 よりも優れた耐腐食性を備えており、高級環境や屋外環境でよく使用されます。
- 430ステンレススチール: よりコスト効率が高く、屋内に適しています 金属エンボスタイル耐食性がそれほど重要ではない場合。
1.2 素材の厚さとパターンの深さ:
- 薄いシート(0.5~1.0mm): 比較的浅い模様で装飾用途に適しています。
- 厚いシート(1.5mm以上): より深いエンボス加工が可能になり、より顕著なパターンが作成されるため、滑り止め用途に最適です。
2.0 エンボスモールドローラー

2.1 エンボス金型の設計:
パターンデザイン: 明確なパターン再現を実現するために、ステンレス鋼の延性とエンボス加工の深さを考慮した設計が必要です。
エンボス加工の深さ: シートの厚さと用途に応じて深さを調整します。厚いシートはより深いエンボス加工が可能で、薄いシートは浅いパターンに適しています。
金型サイズ: エンボス加工中にずれや変形が生じないように、金型ローラーのサイズはステンレス鋼板の寸法と正確に一致している必要があります。
パターンの連続性: 継ぎ目やずれを避けるために、連続的で対称的なパターンを確保します。
2.2 モールドローラーの材質:
- 高強度合金鋼: 金型ローラーは、通常 Cr12MoV または D2 鋼で作られており、ステンレス鋼のエンボス加工に伴う高圧と摩擦に耐えることができます。
2.3 金型精度の確保:
- 高精度加工: ステンレス鋼は硬いため、金型の精度はミクロン単位である必要があり、CNC 加工によって実現されます。
2.4 金型メンテナンス:
クリーニング: エンボス加工の品質を確保するには、グリースや金属片を除去するために金型を定期的に洗浄する必要があります。
摩耗検出: パターンの鮮明さを維持するために、特に頻繁に使用される金型の摩耗やひび割れを定期的に検査してください。
潤滑適切な潤滑により金型の寿命が延びます。
ストレージ: 金型ローラーは、錆や表面の損傷を防ぐために乾燥した状態で保管する必要があります。
3.0 ステンレスエンボス加工機の設定
一般的なエンボス加工機の種類:
油圧式 エンボス加工機: 大量生産や厚手のシートのエンボス加工に適しており、特に工業用滑り止め床材に最適です。
機械式エンボス加工機: 小規模から中規模の生産に最適で、コンパクトでコスト効率に優れています。
ローリングマシン: 薄型エンボス加工ステンレス鋼板の大量生産向けに設計されており、例えば、 エレベーターの装飾または家電製品。
3.1 エンボス加工機のパラメータの調整:
圧力調整ステンレス鋼の厚さ、硬度、希望するパターンの深さに基づいて圧力を設定します。
速度調整: 薄い材料の場合は速度を上げ、厚い材料の場合は速度を下げます。
温度調整: 場合によっては、ステンレス鋼を加熱すると可塑性が向上することがあります。特に、厚いシートや深いエンボス加工の場合に有効です。
3.2 エンボス加工時の安定性の確保:
機械の校正: 定期的に機械を校正して、圧力、速度、温度の設定が正しいことを確認します。
マシンの状態の監視機械の動作を継続的に監視し、温度、圧力、速度の異常を検出します。
振動制御: 振動がエンボス加工の品質に影響を与えないように、モールドローラーが安定したプラットフォーム上に取り付けられていることを確認してください。
4.0 エンボス加工ステンレス鋼板の取り扱い
4.1 ステンレス鋼板の平坦化:
表面の平坦性チェック: レベリングマシンを使用して、シートにへこみや隆起がなく滑らかであることを確認します。
材料の前処理: より硬いステンレス鋼の場合、エンボス加工の前に軽く焼きなましをすると、内部応力が軽減され、エンボス加工時の不規則な変形や割れを防ぐことができます。
ワークピースの固定: エンボス加工中はステンレス シートがずれてパターンが歪んだり、端にシワができたりしないように、しっかりと固定してください。
4.2 パターンの明瞭性と均一性を確保する:
精密で欠陥のない金型: 型のパターンは完璧でなければなりません。
均一な圧力: シート全体に均一な圧力がかかるようにします。
材料の厚さ制御: 材料の厚さを均一に保ちます。
4.3 主要パラメータ(圧力、温度など)のリアルタイム監視:
圧力監視: 均一なエンボス加工を保証するために圧力を継続的に監視します。
温度制御: 材料の可塑性を向上させるために、必要に応じて温度を調整します。
速度監視: エンボス加工のムラを防ぐために、一定の速度を維持してください。
5.0 エンボス加工後の処理
5.1 エンボス加工後の表面処理:
表面洗浄: 製品の外観を維持するために、残留油、金属片、粒子を除去します。
研磨製品によっては、表面を研磨する場合があります。一般的な研磨方法には、機械研磨、化学研磨、電気化学研磨などがあります。
ブラッシング: 表面をブラッシングすると、ステンレス鋼にさらに質感のある視覚効果が生まれます。
5.2 保護フィルムと防錆処理:
- 表面保護フィルム: 輸送中やその後の加工中に傷や損傷が付かないように、自動ラミネート機を使用して保護フィルムを貼り付けます。
- 防錆処理:
- 不動態化処理化学的な不動態化処理を使用して表面の酸化物と不純物を除去します。
- 指紋防止コーティング: 指紋や汚れを防ぐために透明コーティングを施します。
5.3 包装と保管:
保護包装: シートが損傷しないようにしっかりと梱包してください。
防湿保管: 錆びを防ぐために、シートは湿度管理された環境で保管してください。
ラベル付けと文書化: エンボス加工されたステンレス鋼板に適切なラベルを付けて記録し、簡単に識別できるようにします。
https://link.springer.com/article/10.1007/s00542-010-1158-x
https://en.wikipedia.org/wiki/Embossing_(manufacturing)