

- 1.0 Requisiti di base per la lavorazione della punzonatura dei fori dei tubi
- 2.0 Applicazione delle norme ISO nella punzonatura dei fori dei tubi
- 2.1 ISO 286: Standard di tolleranza dimensionale
- 2.2 Tabella delle tolleranze dimensionali ISO 286 – Tolleranza del diametro del foro
- 2.3 Tabella delle tolleranze dimensionali ISO 286 – Tolleranza del diametro dell'albero
- 2.4 Tabella di tolleranza del grado IT ISO 286
- 2.5 Tabella di calcolo della banda di tolleranza ISO 286
- 2.6 Tabella di tolleranza del diametro ISO 286 (diametri dei fori e degli alberi)
- 2.7 Tabella di tolleranza e adattamento ISO 286
- 2.8 ISO 1101: Tolleranze geometriche
- 3.0 Aspetti chiave della ISO 1101: tolleranze geometriche
- 4.0 ISO 2768: Tolleranze generali per le dimensioni
- 5.0 Posizionamento dei fori e altre considerazioni speciali
- 6.0 Guida alla sgombero per la punzonatura dell'acciaio dolce
- 7.0 Tonnellaggio consigliato per la punzonatura dell'acciaio dolce
La punzonatura dei fori per tubi è un'importante tecnologia di lavorazione ampiamente utilizzata in settori quali macchinari, edilizia e automotive. Quando si esegue la punzonatura dei fori per tubi, è fondamentale garantire la precisione del diametro del foro, della posizione del foro e della forma del foro, soprattutto quando si ha a che fare con tubi di materiali e specifiche diversi.
Gli standard ISO forniscono specifiche dettagliate sulle tolleranze, aiutando i produttori a ottenere lavorazioni ad alta precisione e a garantire che ogni foro soddisfi i requisiti di progettazione, sia per tubi quadrati che rotondi.
1.0 Requisiti di base per la lavorazione della punzonatura dei fori dei tubi
La punzonatura dei fori dei tubi viene in genere eseguita utilizzando una macchina punzonatrice per tubi. La precisione della forma e della posizione del foro influisce direttamente sull'adattabilità e sull'efficacia dell'assemblaggio del tubo nelle fasi di produzione successive. Pertanto, il controllo della precisione di lavorazione è fondamentale per migliorare la qualità del prodotto.
2.0 Applicazione delle norme ISO nella punzonatura dei fori dei tubi
2.1 ISO 286: Standard di tolleranza dimensionale
La norma ISO 286 fornisce specifiche per le tolleranze dimensionali della punzonatura dei fori dei tubi, del diametro del foro di rivestimento, del diametro del tubo e di altre tolleranze dimensionali.
Il rispetto della norma ISO 286 durante la punzonatura dei fori dei tubi garantisce che il tubo punzonato soddisfi i requisiti di progettazione e riduce al minimo le rilavorazioni o i prodotti non conformi causati da problemi di tolleranza.
| Tolleranze ISO per i fori (ISO 286-2) | ||||||||||||||||||||
| Dimensioni nominali dei fori (mm) | ||||||||||||||||||||
| Sopra | 3 | 6 | 10 | 18 | 30 | 40 | 50 | 65 | 80 | 100 | 120 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 315 | 355 |
| compreso | 6 | 10 | 18 | 30 | 40 | 50 | 65 | 80 | 100 | 120 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 315 | 355 | 400 |
| micrometri | ||||||||||||||||||||
| E6 | 28 | 34 | 43 | 53 | 66 | 79 | 94 | 110 | 129 | 142 | 161 | |||||||||
| 20 | 25 | 32 | 40 | 50 | 60 | 72 | 85 | 100 | 110 | 125 | ||||||||||
| E7 | 32 | 40 | 50 | 61 | 75 | 90 | 107 | 125 | 146 | 162 | 185 | |||||||||
| 20 | 25 | 32 | 40 | 50 | 60 | 72 | 85 | 100 | 110 | 125 | ||||||||||
| E11 | 95 | 115 | 142 | 170 | 210 | 250 | 292 | 335 | 390 | 430 | 485 | |||||||||
| 20 | 25 | 32 | 40 | 50 | 60 | 72 | 85 | 100 | 110 | 125 | ||||||||||
| E12 | 140 | 175 | 212 | 250 | 300 | 360 | 422 | 485 | 560 | 630 | 695 | |||||||||
| 20 | 25 | 32 | 40 | 50 | 60 | 72 | 85 | 100 | 110 | 125 | ||||||||||
| E13 | 200 | 245 | 302 | 370 | 440 | 520 | 612 | 715 | 820 | 920 | +1 015 | |||||||||
| 20 | 25 | 32 | 40 | 50 | 60 | 72 | 85 | 100 | 110 | 125 | ||||||||||
| F6 | 18 | 22 | 27 | 33 | 41 | 49 | 58 | 68 | 79 | 88 | 98 | |||||||||
| 10 | 13 | 16 | 20 | 2 | 30 | 36 | 43 | 50 | 56 | 62 | ||||||||||
| F7 | 22 | 28 | 34 | 41 | 50 | 60 | 71 | 83 | 96 | 108 | 119 | |||||||||
| 10 | 13 | 16 | 20 | 25 | 30 | 36 | 43 | 50 | 56 | 62 | ||||||||||
| F8 | 28 | 35 | 43 | 53 | 64 | 76 | 90 | 106 | 122 | 137 | 151 | |||||||||
| 10 | 13 | 16 | 20 | 25 | 30 | 36 | 43 | 50 | 56 | 62 | ||||||||||
| Il 6 | 12 | 14 | 17 | 20 | 25 | 29 | 34 | 39 | 44 | 49 | 54 | |||||||||
| 4 | 5 | 6 | 7 | 9 | 10 | 12 | 14 | 15 | 17 | 18 | ||||||||||
| G7 | 16 | 20 | 24 | 28 | 34 | 40 | 47 | 54 | 61 | 69 | 75 | |||||||||
| 4 | 5 | 6 | 7 | 9 | 10 | 12 | 14 | 15 | 17 | 18 | ||||||||||
| G8 | 22 | 27 | 33 | 40 | 48 | 56 | 66 | 77 | 87 | 98 | 107 | |||||||||
| 4 | 5 | 6 | 7 | 9 | 10 | 12 | 14 | 15 | 17 | 18 | ||||||||||
| H6 | 8 | 9 | 11 | 13 | 16 | 19 | 22 | 25 | 29 | 32 | 36 | |||||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||||||||||
| H7 | 12 | 15 | 18 | 21 | 25 | 30 | 35 | 40 | 46 | 52 | 57 | |||||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||||||||||
| L'8 | 18 | 22 | 27 | 33 | 39 | 46 | 54 | 63 | 72 | 81 | 89 | |||||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||||||||||
| H9 | 30 | 36 | 43 | 52 | 62 | 74 | 87 | 100 | 115 | 130 | 140 | |||||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||||||||||
| H10 | 48 | 58 | 70 | 84 | 100 | 120 | 140 | 160 | 185 | 210 | 230 | |||||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||||||||||
| H11 | 75 | 90 | 110 | 130 | 160 | 190 | 220 | 250 | 290 | 320 | 360 | |||||||||
| 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||||||||||
| J6 | 5 | 5 | 6 | 8 | 10 | 13 | 16 | 18 | 22 | 25 | 29 | |||||||||
| -3 | -4 | -5 | -5 | -6 | -6 | -6 | -7 | -7 | -7 | -7 | ||||||||||
| J7 | 6 | 8 | 10 | 12 | 14 | 18 | 22 | 26 | 30 | 36 | 39 | |||||||||
| -6 | -7 | -8 | -9 | -11 | -12 | -13 | -14 | -16 | -16 | -18 | ||||||||||
| J8 | 10 | 12 | 15 | 20 | 24 | 28 | 34 | 41 | 47 | 55 | 60 | |||||||||
| -8 | -10 | -12 | -13 | -15 | -18 | -20 | -22 | -25 | -26 | -29 | ||||||||||
| JS6 | 4 | 4.5 | 5.5 | 6.5 | 8 | 9.5 | 11 | 12.5 | 14.5 | 16 | 18 | |||||||||
| -4 | -4.5 | -5.5 | -6.5 | -8 | -9.5 | -11 | -12.5 | -14.5 | -16 | -18 | ||||||||||
| JS7 | 6 | 7.5 | 9 | 10.5 | 12.5 | 15 | 17.5 | 20 | 23 | 26 | 28.5 | |||||||||
| -6 | -7.5 | -9 | -10.5 | -12.5 | -15 | -17.5 | -20 | -23 | -26 | -28.5 | ||||||||||
| JS8 | 9 | 11 | 13.5 | 16.5 | 19.5 | 23 | 27 | 31.5 | 36 | 40.5 | 44.5 | |||||||||
| -9 | -11 | -13.5 | -16.5 | -19.5 | -23 | -27 | -31.5 | -36 | -40.5 | -44.5 | ||||||||||
| K6 | 2 | 2 | 2 | 2 | 3 | 4 | 4 | 4 | 5 | 5 | 7 | |||||||||
| -6 | -7 | -9 | -11 | -13 | -15 | -18 | -21 | -24 | -27 | -29 | ||||||||||
| K7 | 3 | 5 | 6 | 6 | 7 | 9 | 10 | 12 | 13 | 16 | 17 | |||||||||
| -9 | -10 | -12 | -15 | -18 | -21 | -25 | -28 | -33 | -36 | -40 | ||||||||||
| K8 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 22 | 25 | 28 | |||||||||
| -13 | -16 | -19 | -23 | -27 | -32 | -38 | -43 | -50 | -56 | -61 | ||||||||||
| La M6 | -1 | -3 | -4 | -4 | -4 | -5 | -6 | -8 | -8 | -9 | -10 | |||||||||
| -9 | -12 | -15 | -17 | -20 | -24 | -28 | -33 | -37 | -41 | -46 | ||||||||||
| M7 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |||||||||
| -12 | -15 | -18 | -21 | -25 | -30 | -35 | -40 | -46 | -52 | -57 | ||||||||||
| M8 | 2 | 1 | 2 | 4 | 5 | 5 | 6 | 8 | 9 | 9 | 11 | |||||||||
| -16 | -21 | -25 | -29 | -34 | -41 | -48 | -55 | -63 | -72 | -78 | ||||||||||
| N6 | -5 | -7 | -9 | -11 | -12 | -14 | -16 | -20 | -22 | -25 | -26 | |||||||||
| -13 | -16 | -20 | -24 | -28 | -33 | -38 | -45 | -51 | -57 | -62 | ||||||||||
| N7 | -4 | -4 | -5 | -7 | -8 | -9 | -10 | -12 | -14 | -14 | -16 | |||||||||
| -16 | -19 | -23 | -28 | -33 | -39 | -45 | -52 | -60 | -66 | -73 | ||||||||||
| N8 | -2 | -3 | -3 | -3 | -3 | -4 | -4 | -4 | -5 | -5 | -5 | |||||||||
| -20 | -25 | -30 | -36 | -42 | -50 | -58 | -67 | -77 | -86 | -94 | ||||||||||
| Numero 6 | -9 | -12 | -15 | -18 | -21 | -26 | -30 | -36 | -41 | -47 | -51 | |||||||||
| -17 | -21 | -26 | -31 | -37 | -45 | -52 | -61 | -70 | -79 | -87 | ||||||||||
| P7 | -8 | -9 | -11 | -14 | -17 | -21 | -24 | -28 | -33 | -36 | -41 | |||||||||
| -20 | -24 | -29 | -35 | -42 | -51 | -59 | -68 | -79 | -88 | -98 | ||||||||||
| Numero 8 | -12 | -15 | -18 | -22 | -26 | -32 | -37 | -43 | -50 | -56 | -62 | |||||||||
| -30 | -37 | -45 | -55 | -65 | -78 | -91 | -106 | -122 | -137 | -151 | ||||||||||
| R6 | -12 | -16 | -20 | -24 | -29 | -35 | -37 | -44 | -47 | -56 | -58 | -61 | -68 | -71 | -75 | -85 | -89 | -97 | -103 | |
| -20 | -25 | -31 | -37 | -45 | -54 | -56 | -66 | -69 | -81 | -83 | -86 | -97 | -100 | -104 | -117 | -121 | -133 | -139 | ||
| R7 | -11 | -13 | -16 | -20 | -25 | -30 | -32 | -38 | -41 | -48 | -50 | -53 | -60 | -63 | -67 | -74 | -78 | -87 | -93 | |
| -23 | -28 | -34 | -41 | -50 | -60 | -62 | -73 | -76 | -88 | -90 | -93 | -106 | -109 | -113 | -126 | -130 | -144 | -150 | ||
2.2 Tabella delle tolleranze dimensionali ISO 286 – Tolleranza del diametro del foro
Questa tabella descrive la tolleranza del diametro del foro in base a diversi gradi IT (gradi di tolleranza) per vari intervalli di diametro del foro.
| Intervallo di dimensioni (mm) | Tolleranza IT7 (mm) | Tolleranza IT8 (mm) | Tolleranza IT9 (mm) |
| 1 – 3 | ±0,020 | ±0,025 | ±0,030 |
| 3 – 6 | ±0,025 | ±0,030 | ±0,035 |
| 6 – 10 | ±0,030 | ±0,035 | ±0,040 |
| 10 – 18 | ±0,035 | ±0,040 | ±0,045 |
| 18 – 30 | ±0,040 | ±0,045 | ±0,050 |
| 30 – 50 | ±0,050 | ±0,060 | ±0,070 |
2.3 Tabella delle tolleranze dimensionali ISO 286 – Tolleranza del diametro dell'albero
Questa tabella mostra la tolleranza del diametro dell'albero in base ai diversi gradi IT.
| Intervallo di dimensioni (mm) | Tolleranza IT7 (mm) | Tolleranza IT8 (mm) | Tolleranza IT9 (mm) |
| 1 – 3 | ±0,020 | ±0,025 | ±0,030 |
| 3 – 6 | ±0,025 | ±0,030 | ±0,035 |
| 6 – 10 | ±0,030 | ±0,035 | ±0,040 |
| 10 – 18 | ±0,035 | ±0,040 | ±0,045 |
| 18 – 30 | ±0,045 | ±0,050 | ±0,060 |
| 30 – 50 | ±0,060 | ±0,070 | ±0,080 |
2.4 Tabella di tolleranza del grado IT ISO 286
Questa tabella mostra l'intervallo di tolleranza per diversi gradi IT, aiutando a scegliere la precisione di tolleranza appropriata.
| Grado IT | Intervallo di tolleranza (mm) |
| IT01 | ±0,0025 |
| IT2 | ±0,005 |
| IT3 | ±0,010 |
| IT4 | ±0,015 |
| IT5 | ±0,025 |
| IT6 | ±0,050 |
| IT7 | ±0,080 |
| L'IT8 | ±0,120 |
| IT9 | ±0,180 |
2.5 Tabella di calcolo della banda di tolleranza ISO 286
Questa tabella mostra la deviazione consentita tra fori e alberi per diverse fasce di tolleranza (ad esempio H7 e H7).
| Tipo di vestibilità | Tolleranza del foro (mm) | Tolleranza dell'albero (mm) |
| H7 | ±0,025 | 0.000 |
| L'8 | ±0,030 | 0.000 |
| e7 | ±0,025 | ±0,000 |
| e8 | ±0,030 | ±0,000 |
2.6 Tabella di tolleranza del diametro ISO 286 (diametri dei fori e degli alberi)
Questa tabella mostra le tolleranze per i diametri dei fori e degli alberi entro diversi intervalli di dimensioni, applicabili per il controllo di precisione nella lavorazione meccanica.
| Intervallo di dimensioni (mm) | Tolleranza del foro (mm) | Tolleranza dell'albero (mm) |
| 3 – 6 | ±0,025 | ±0,020 |
| 6 – 10 | ±0,035 | ±0,030 |
| 10 – 18 | ±0,045 | ±0,035 |
| 18 – 30 | ±0,060 | ±0,045 |
| 30 – 50 | ±0,080 | ±0,060 |
2.7 Tabella di tolleranza e adattamento ISO 286
Questa tabella elenca le diverse fasce di tolleranza (ad esempio H7, h7 e P7) per gli accoppiamenti di fori e alberi, contribuendo a garantire la precisione dell'accoppiamento.
| Tipo di vestibilità | Tolleranza del foro (mm) | Tolleranza dell'albero (mm) |
| H7 | ±0,025 | 0.000 |
| L'8 | ±0,030 | 0.000 |
| e7 | ±0,025 | ±0,000 |
| e8 | ±0,030 | ±0,000 |
| P7 | ±0,030 | 0.000 |
2.8 ISO 1101: Tolleranze geometriche
Lo standard ISO 1101 garantisce che la posizione e la forma del foro dopo la punzonatura soddisfino i requisiti di progettazione, in particolare per la lavorazione di precisione, dove la precisione della posizione del foro è fondamentale. Impostando opportunamente le tolleranze geometriche, i produttori possono garantire la posizione e la forma precise di ogni foro, evitando errori durante l'assemblaggio e la saldatura.
ISO 1101 è uno standard internazionale che definisce le tolleranze geometriche per le parti meccaniche, come la loro forma, la precisione dimensionale e i requisiti di assemblaggio. Fornisce simboli e metodi per indicare le deviazioni geometriche ammissibili nei processi di produzione e assemblaggio. Le tolleranze geometriche sono in genere applicate a parti che richiedono elevata precisione, come cuscinetti, ingranaggi e cremagliere.
3.0 Aspetti chiave della ISO 1101: tolleranze geometriche
Simboli di tolleranza geometrica
La norma ISO 1101 definisce vari simboli per rappresentare diversi requisiti geometrici. I simboli comuni di tolleranza geometrica includono:
- Rettilineità (⎯): Garantisce che una superficie o un contorno rimangano diritti entro un intervallo specificato.
- Planarità (▭): Garantisce che una superficie rimanga all'interno di un piano piatto specificato.
- Rotondità (O): Garantisce che la rotondità di un contorno circolare rientri in un intervallo accettabile.
- Cilindricità (◯): Garantisce che la forma cilindrica rimanga entro un intervallo di tolleranza specificato sia per l'asse che per il diametro.
- Perpendicolarità (⊥): Garantisce che la relazione tra due superfici o assi sia perpendicolare.
- Parallelismo (∥): Garantisce che due superfici o linee rimangano parallele.
- Concentricità (⌀): Garantisce che gli assi di due elementi circolari si sovrappongano.
- Tolleranza di posizione (⊙): Definisce la tolleranza di posizione per fori, alberi o altre caratteristiche nello spazio.
3.1 Tolleranze geometriche con quotatura
Le tolleranze geometriche sono solitamente combinate con il dimensionamento per specificare la forma precisa e i requisiti di assemblaggio di un pezzo in lavorazione. Ad esempio:
- Tolleranze geometriche dei fori: spesso utilizzate per specificare la posizione e la deviazione dei fori su un piano.
- Tolleranze geometriche dell'albero: possono includere rettilineità, rotondità o concentricità.
3.2 Applicazioni delle tolleranze geometriche
In pratica, le tolleranze geometriche vengono utilizzate insieme ad altre tolleranze dimensionali per garantire che il prodotto possa funzionare correttamente durante l'assemblaggio e l'uso. La norma ISO 1101 fornisce regole dettagliate per interpretare e applicare questi simboli di tolleranza per garantire che i processi di produzione soddisfino le specifiche di progettazione.
3.3 Tabelle di tolleranza geometrica comune
| Tipo di tolleranza | Simbolo | Senso | Campo di applicazione |
| rettilineità | ⎯ | Assicura che una superficie o una linea rientri in un intervallo di rettilineità specificato | Utilizzato per tutti i contorni e le superfici lineari |
| Planarità | ▭ | Assicura che una superficie sia piana, con tutti i punti all'interno di un piano specificato | Utilizzato per parti piatte lavorate |
| Rotondità | Lo | Garantisce che un contorno sia compreso in un intervallo di rotondità specificato | Utilizzato per elementi circolari come alberi e fori |
| Cilindricità | ◯ | Garantisce che una superficie cilindrica rientri in un intervallo di cilindricità specificato | Utilizzato per tutte le parti cilindriche |
| Perpendicolarità | ⊥ | Assicura una relazione perpendicolare tra due superfici o assi | Utilizzato per parti che richiedono un assemblaggio preciso |
| Parallelismo | ∥ | Assicura che due superfici o linee siano parallele | Utilizzato per componenti che richiedono un assemblaggio preciso |
4.0 ISO 2768: Tolleranze generali per le dimensioni
ISO 2768 fornisce linee guida generali sulle tolleranze per le dimensioni nella progettazione meccanica, che includono tolleranze dimensionali per dimensioni sia lineari che angolari. Viene spesso utilizzato per dimensioni non critiche che non richiedono un controllo preciso delle tolleranze. Per la punzonatura dei fori dei tubi, questo standard aiuta a mantenere una precisione dimensionale complessiva per parti che non sono direttamente coinvolte in connessioni funzionali chiave ma devono comunque soddisfare gli standard di qualità.
4.1 Tabella delle tolleranze ISO 2768 – Tolleranze generali per le dimensioni lineari
| Dimensioni (mm) | Tolleranza (mm) |
| 0.5 – 3 | ±0,05 |
| 3 – 6 | ±0,10 |
| 6 – 30 | ±0,15 |
| 30 – 120 | ±0,20 |
| 120 – 400 | ±0,30 |
| 400 – 1000 | ±0,50 |
4.2 Tabella delle tolleranze ISO 2768 – Tolleranze generali per le dimensioni angolari
| Angolo (°) | Tolleranza (°) |
| 0 – 10 | ±1,0 |
| 10 – 30 | ±1,5 |
| 30 – 90 | ±2,0 |
| 90 – 180 | ±2,5 |
Queste tolleranze vengono applicate per garantire che i pezzi possano essere assemblati correttamente, anche se non sono così critici in termini di precisione dimensionale.
5.0 Posizionamento dei fori e altre considerazioni speciali
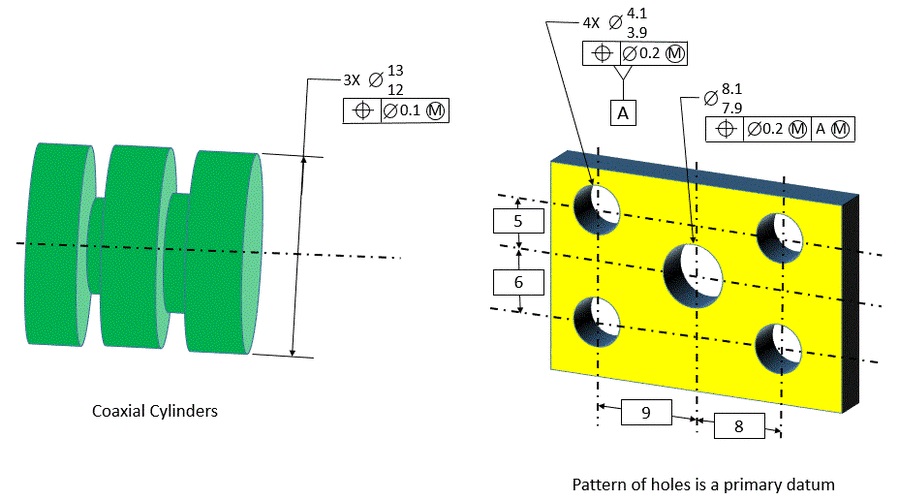
Oltre alle tolleranze dimensionali e geometriche, il controllo della posizione dei fori è un altro fattore critico nella punzonatura dei fori dei tubi. La posizione dei fori, rispetto alla struttura complessiva del tubo, deve soddisfare le tolleranze di posizione specificate dal progetto. La norma ISO 1101 specifica come definire le tolleranze di posizione per i fori, assicurando che i fori siano punzonati nelle posizioni corrette rispetto al tubo.
Tolleranza di posizione (ISO 1101): La tolleranza di posizione definisce la deviazione accettabile per la posizione di un foro. Di solito è definita da un punto di riferimento o datum ed è fondamentale per garantire che i fori siano allineati correttamente con altre parti, come quando i tubi vengono saldati o montati con altri componenti.
6.0 Guida alla sgombero per la punzonatura dell'acciaio dolce
| Guida alla sgombero per la punzonatura dell'acciaio dolce | |||||||||||||||||||
| Spessore dell'acciaio dolce | |||||||||||||||||||
| Punch Misurare |
1/8 | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 7/8 | 1″ | |||||||||||
| 3/16 | 13/64 | ||||||||||||||||||
| 1/4 | 17/64 | ||||||||||||||||||
| 5/16 | 21/64 | 11/32 | |||||||||||||||||
| 3/8 | 25/64 | 13/32 | 13/32 | ||||||||||||||||
| 7/16 | 29/64 | 15/32 | 15/32 | ||||||||||||||||
| 1/2 | 33/64 | 17/32 | 17/32 | 9/16 | |||||||||||||||
| 9/16 | 37/64 | 19/32 | 19/32 | 5/8 | |||||||||||||||
| 5/8 | 41/64 | 21/32 | 21/32 | 11/16 | 11/16 | ||||||||||||||
| 11/16 | 45/64 | 23/32 | 23/32 | 3/4 | 3/4 | ||||||||||||||
| 3/4 | 49/64 | 25/32 | 25/32 | 13/16 | 13/16 | 27/32 | |||||||||||||
| 13/16 | 53/64 | 27/32 | 27/32 | 7/8 | 7/8 | 29/32 | |||||||||||||
| 7/8 | 57/64 | 29/32 | 29/32 | 15/16 | 15/16 | 31/32 | 31/32 | ||||||||||||
| 15/16 | 61/64 | 31/32 | 31/32 | 1 | 1 | 1-1/32 | 1-1/32 | ||||||||||||
| 1 | 1-1/64 | 1-1/32 | 1-1/32 | 1-1/16 | 1-1/16 | 1-3/32 | 1-3/32 | 1-1/8 | |||||||||||
| 1-1/16 | 1-5/64 | 1-3/32 | 1-3/32 | 1-1/8 | 1-1/8 | 1-5/32 | 1-5/32 | 1-3/16 | |||||||||||
| 1-1/8 | 1-9/64 | 1-5/32 | 1-5/32 | 1-3/16 | 1-3/16 | 1-7/32 | 1-7/32 | 1-1/4 | |||||||||||
| 1-3/16 | 1-13/64 | 1-7/32 | 1-7/32 | 1-1/4 | 1-1/4 | 1-9/32 | 1-9/32 | 1-5/16 | |||||||||||
| 1-1/4 | 1-17/64 | 1-9/32 | 1-9/32 | 1-5/16 | 1-5/16 | 1-11/32 | 1-11/32 | 1-3/8 | |||||||||||
| 1-5/16 | 1-21/64 | 1-11/32 | 1-11/32 | 1-3/8 | 1-3/8 | 1-13/32 | 1-13/32 | 1-7/16 | |||||||||||
| 1-3/8 | 1-25/64 | 1-13/32 | 1-13/32 | 1-7/16 | 1-7/16 | 1-15/32 | 1-15/32 | 1-1/2 | |||||||||||
| 1-7/16 | 1-29/64 | 1-15/32 | 1-15/32 | 1-1/2 | 1-1/2 | 1-17/32 | 1-17/32 | 1-9/16 | |||||||||||
| 1-1/2 | 1-33/64 | 1-17/32 | 1-17/32 | 1-9/16 | 1-9/16 | 1-19/32 | 1-19/32 | 1-5/8 | |||||||||||
7.0 Tonnellaggio consigliato per la punzonatura dell'acciaio dolce
| Tonnellaggio consigliato per la punzonatura dell'acciaio dolce | |||||||||||||||||||||
| Spessore di Acciaio dolce |
Dimensione del punzone | ||||||||||||||||||||
| 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 9/16 | 5/8 | 11/16 | 3/4 | 13/16 | 7/8 | 15/16 | 1″ | 1-1/8 | 1-1/4 | ||||||
| 3/16 1/4 |
.187 | 3 | 4 | 5 | 6 | 7 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 17 | 19 | ||||
| .250 | 5 | 6 | 8 | 9 | 10 | 11 | 12 | 14 | 15 | 16 | 18 | 19 | 20 | 22 | 25 | ||||||
| 3/8 | .375 | 11 | 13 | 15 | 17 | 19 | 21 | 22 | 24 | 26 | 28 | 30 | 34 | 38 | |||||||
| 1/2 | .500 | 20 | 22 | 25 | 28 | 30 | 32 | 35 | 38 | 40 | 45 | 50 | |||||||||
| 5/8 | .625 | 31 | 34 | 38 | 41 | 44 | 47 | 50 | 56 | 62 | |||||||||||
| 3/4 | .750 | 45 | 49 | 52 | 56 | 60 | 68 | 75 | |||||||||||||
| 7/8 | .875 | 61 | 66 | 70 | 79 | 88 | |||||||||||||||
| 1 | |||||||||||||||||||||
| 1.000 | 80 | 90 | |||||||||||||||||||
7.1 Conclusione
Gli standard di tolleranza ISO svolgono un ruolo cruciale nel garantire che la punzonatura dei fori dei tubi e altre operazioni di lavorazione siano eseguite con precisione. Seguendo questi standard riconosciuti a livello internazionale, i produttori possono garantire che i fori punzonati soddisfino sia i requisiti dimensionali che geometrici, dando origine a prodotti affidabili e di alta qualità.
7.2 Appendice: Tolleranze comunemente utilizzate nella punzonatura dei fori dei tubi
| Tipo | Tolleranza (mm) | Appunti |
| Diametro del foro | ±0,10 – ±0,20 | Dipende dalle dimensioni e dal materiale del tubo |
| Posizione del foro | ±0,10 – ±0,20 | In base al punto di riferimento o dato |
| Perpendicolarità | ±0,05 – ±0,10 | Assicura che i fori siano perpendicolari al tubo |
| Rotondità dei fori | ±0,05 – ±0,10 | Assicura che i fori rimangano circolari |
| Planarità del foro | ±0,05 – ±0,10 | Assicura che la superficie del foro punzonato rimanga piana |
Facendo riferimento a queste tabelle e rispettando gli standard appropriati, i produttori possono garantire che il processo di punzonatura mantenga la precisione e che i tubi si adattino correttamente nel prodotto finale.
https://www.dimensionalconsulting.com/tolerance-of-position.html
https://slideplayer.com/slide/15857807/
https://www.clevelandsteeltool.com/

