

1.0 Selezione del materiale della lama
1.1 Lame in acciaio al carbonio
Le lame in acciaio al carbonio sono basilari e convenienti, ideali per tagliare metalli più morbidi come alluminio, rame, ottone, bronzo e altri metalli non ferrosi. Adatte per officine con uso occasionale di seghe a nastro.
1.2 Lame bimetalliche
Le lame bimetalliche sono lo standard del settore per le attività di taglio versatili. Dotate di un tagliente in acciaio rapido (HSS) saldato a un dorso flessibile in lega di acciaio, combinano durezza e flessibilità. Sono resistenti e adatte al taglio di un'ampia gamma di materiali, tra cui l'acciaio inossidabile.
1.3 Lame con punta in carburo
Le lame con punta in carburo sono le migliori per tagliare materiali duri o abrasivi, tra cui acciai temprati e leghe esotiche. I denti in carburo di tungsteno brasati su una banda di acciaio flessibile offrono una durata eccezionale, specialmente per la produzione ad alto volume.



2.0 Passo dei denti (TPI) e la sua importanza
2.1 Perché il TPI è importante
Il TPI (denti per pollice) influisce sulla velocità di taglio, sulla finitura superficiale e sulle vibrazioni. Un TPI più alto offre un taglio più fine ma una velocità di avanzamento più lenta. Un TPI più basso consente un taglio più veloce ma produce una superficie più ruvida.
2.2 TPI e spessore del materiale
Il TPI è inversamente proporzionale allo spessore del materiale. I materiali sottili richiedono un TPI elevato per ridurre le vibrazioni e la scheggiatura dei denti. I materiali spessi necessitano di un TPI inferiore per un taglio aggressivo e un'efficiente rimozione dei trucioli.

2.3 Tabella TPI consigliata (materiali solidi)
| Spessore del materiale | TPI consigliato |
| < 3 millimetri | 24 – 32 pollici |
| 3 – 6 millimetri | 18 – 24 grammi per pollice quadrato |
| 6 – 12 millimetri | 14 – 18 pollici |
| 12 – 25 millimetri | 10 – 14 TPI |
| > 25 millimetri | 6 – 10 TPI |
2.4 TPI per tubi e profili
Per tubi e profili, sia lo spessore della parete che il diametro massimo sono critici. Per tubi e profili a parete sottile, dare priorità allo spessore della parete. Per materiali più spessi, il diametro diventa più influente.
TPI approssimativo per Profili (Spessore della parete fino a 100 mm)
| Spessore della parete (mm) | Diametro 25 mm | Diametro 50 mm | Diametro 100 mm | Diametro 200 mm | Diametro 500 mm |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
Con diametri piccoli, il TPI consigliato assomiglia a materiali solidi per evitare vibrazioni e danni ai denti quando si taglia il bordo a parete sottile. Per profili più grandi, la resistenza del materiale riduce questo problema, consentendo meno denti per tagli più lisci.
2.5 TPI consigliato dal materiale della lama
Di seguito sono riportati i valori TPI consigliati per lame in acciaio al carbonio, acciaio legato e acciaio rapido in base al tipo di materiale e allo spessore. Questi valori servono come guida rapida per la selezione della lama giusta.


2.6 Lame in acciaio al carbonio
| Applicazione | Spessore del metallo | Lama TPI |
| Per alluminio, ottone, rame, bronzo dolce, magnesio, legno, acciaio dolce, acciai più duri (bassa velocità) | Da 1/2″ a 3-3/8″ | 6 |
| Come sopra | Da 3/8″ a 1″ | 8 |
| Per alluminio, ferro angolare, ghisa, bronzo, ottone, rame, tubi zincati, acciaio dolce, acciai più resistenti (bassa velocità) | Da 3/16″ a 3/4″ | 10 |
| Come sopra, più cavi elettrici | Da 5/32″ a 1/2″ | 14 |
| Per tubi a parete sottile e sezioni sottili | Da 1/8″ a 1/4″ | 18 |
| Per materiali extra sottili | Da 3/32″ a 1/8″ | 18 |
2.7 Lame in lega di acciaio
| Applicazione | Spessore del metallo | Lama TPI |
| Per alluminio, ghisa, bronzo, ottone, rame, tubi zincati, acciaio dolce, acciai più resistenti (cromo, tungsteno) | Da 3/16″ a 1″ | 10 |
| Come sopra, compresi i cavi elettrici | Da 5/32″ a 3/4″ | 14 |
| Per tubi a parete sottile e materiali morbidi | Da 1/8″ a 1/2″ | 18 |
| Per materiali extra sottili | Da 3/32″ a 1/8″ | 24 |
2.8 Lame in acciaio rapido (HSS)
| Applicazione | Spessore del metallo | Lama TPI |
| Per alluminio, ferro angolare, bronzo, ottone, rame, tubi zincati, acciaio dolce, acciai più resistenti (acciaio inossidabile, cromo, tungsteno) | Da 7/32″ a 7/8″ | 10 |
| Come sopra | Da 3/16″ a 5/8″ | 14 |
| Per sezioni più sottili | Da 5/32″ a 3/8″ | 18 |
Mancia: Per materiali difficili da tagliare, come acciaio inossidabile e acciaio al tungsteno, si consigliano lame HSS a velocità inferiori e con una lubrificazione adeguata.
3.0 Configurazione dei denti
3.1 Lame a denti regolari
- Denti dritti
- Spaziatura uniforme con gole profonde
- Angolo di spoglia 0°
- Adatto per lavori di segatura generici e per il taglio di contorni di lamiere sottili.
3.2 Lame a denti uncinati
- Denti grandi e ben distanziati
- Gole profonde
- Angolo di inclinazione positivo di 10°
- Ideale per tagli rapidi e grossolani su metalli spessi o duri.
3.3 Lame a denti saltati
- Denti ampiamente distanziati con gole poco profonde
- Angolo di spoglia 0° con forma del dente 90°
- Adatto per metalli non ferrosi e materiali morbidi, riduce l'intasamento.
4.0 Modelli di set di denti
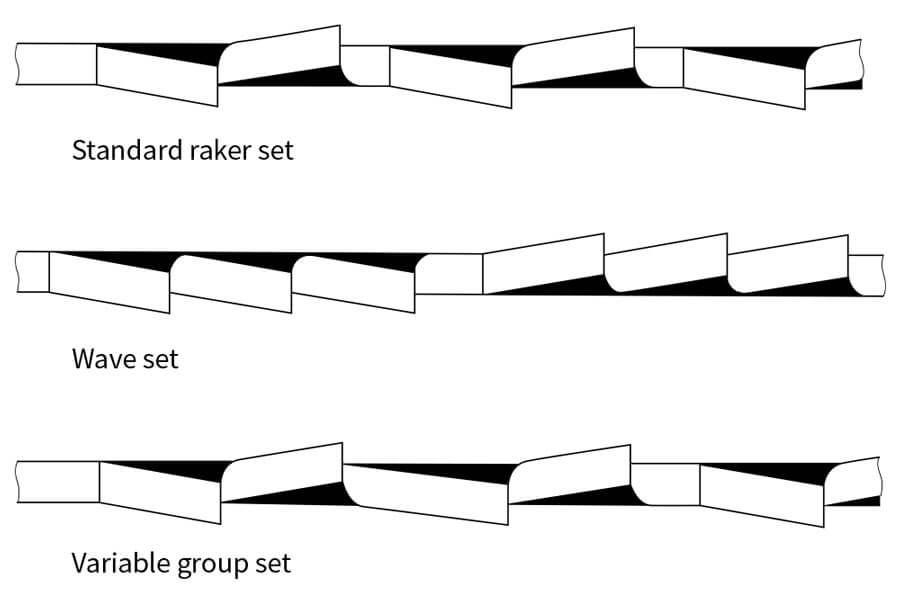
4.1 Serie di denti standard
- Spostamenti alternati a sinistra e a destra
- Per tagli generici con larghezza di taglio moderata.
4.2 Insieme variabile (ondulato)
- Cambiamenti graduali negli offset sinistro e destro
- Riduce le vibrazioni, ideale per materiali sottili e sezioni cave.
4.3 Set dritto (rastrellato)
- Offset minimo o nullo
- Produce tagli sottili e stretti, ma aumenta il rischio di inceppamento.
5.0 Considerazioni aggiuntive
5.1 Larghezza del taglio e stress di taglio
Le lame con punta in carburo creano un taglio più ampio, aumentando lo stress sul pezzo in lavorazione e deformando eventualmente i materiali sottili. Le lame bimetalliche e in acciaio al carbonio producono tagli più stretti, migliori per materiali sottili o delicati.
Ciò è particolarmente importante per seghe a nastro manuali, dove la velocità di avanzamento dell'operatore può variare, aumentando il rischio di usura della lama.
5.2 Controllo delle vibrazioni
Evitare spazi tra i denti più ampi dello spessore del materiale per ridurre al minimo le vibrazioni e l'usura. Assicurarsi che più denti siano innestati durante il taglio.
5.3 Raffreddamento e lubrificazione
Le lame bimetalliche e con punta in carburo sono sensibili al surriscaldamento. Applicare un raffreddamento adeguato per prolungare la durata della lama e migliorare l'efficienza di taglio.
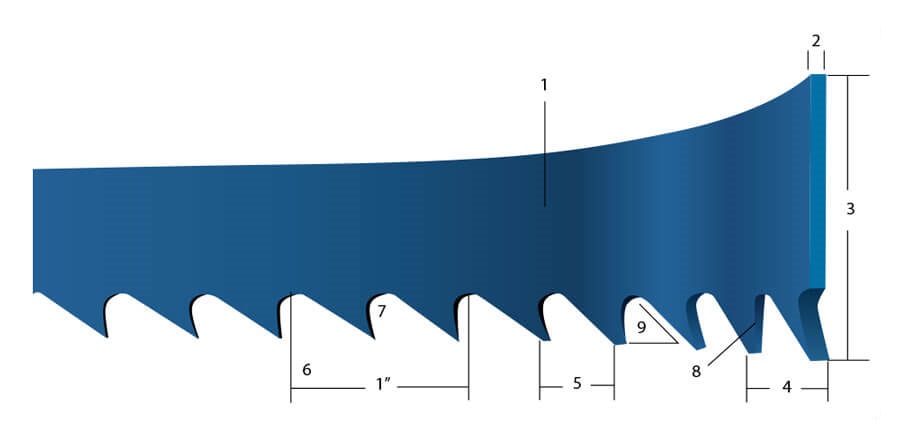
6.0 Terminologia della lama della sega a nastro
- Indietro: Il bordo non tagliente della lama
- Larghezza/Altezza: Distanza dalla punta del dente alla parte posteriore
- Impostato: La quantità di denti spostati rispetto alla linea centrale della lama
- Passo del dente: Distanza tra le punte dei denti (utilizzata per calcolare il TPI)
- Gola: L'area curva tra i denti per la rimozione dei trucioli
- Faccia del dente: La superficie anteriore del dente
- Angolo di spoglia: L'angolo della faccia del dente rispetto a una linea perpendicolare alla direzione della lama
7.0 Riepilogo
Per prestazioni ottimali, seleziona la lama della sega a nastro in base a:
- Tipo di materiale (solido, tubo o profilo)
- Finitura superficiale desiderata
- Velocità ed efficienza di taglio
- Materiale della lama e configurazione dei denti
- TPI corretto considerando lo spessore e la forma del materiale
Per scegliere la lama più adatta alle tue esigenze di taglio, consulta sempre le raccomandazioni o i cataloghi dei produttori delle lame.
Riferimento: https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide

