

Introduction:
Bending tubes are crucial components in various industries, including construction, automotive, aerospace, and chemical engineering, due to their large quantities and diverse types. These parts meet the increasing demands for product lightweighting and high strength from both material and structural perspectives.
However, during the bending process, stress and deformation issues may arise, affecting the performance of the tubes and potentially leading to structural problems and other issues.
This article aims to address questions and answers related to stress and deformation in stainless steel bending tubes.
1.0Causes of Stress and Deformation in Bending Tubes
1.1Stress Generated During Processing
Cooling Rate: In the bending process, uneven cooling rates can cause temperature differences within the tube material, leading to varied mechanical properties in different regions and inducing thermal stress. When there is a significant difference in cooling rates between regions, stretching or compressive stress can form in the areas of higher and lower temperatures. This uneven stress distribution can lead to local deformation or residual stress accumulation, affecting the tube’s quality.
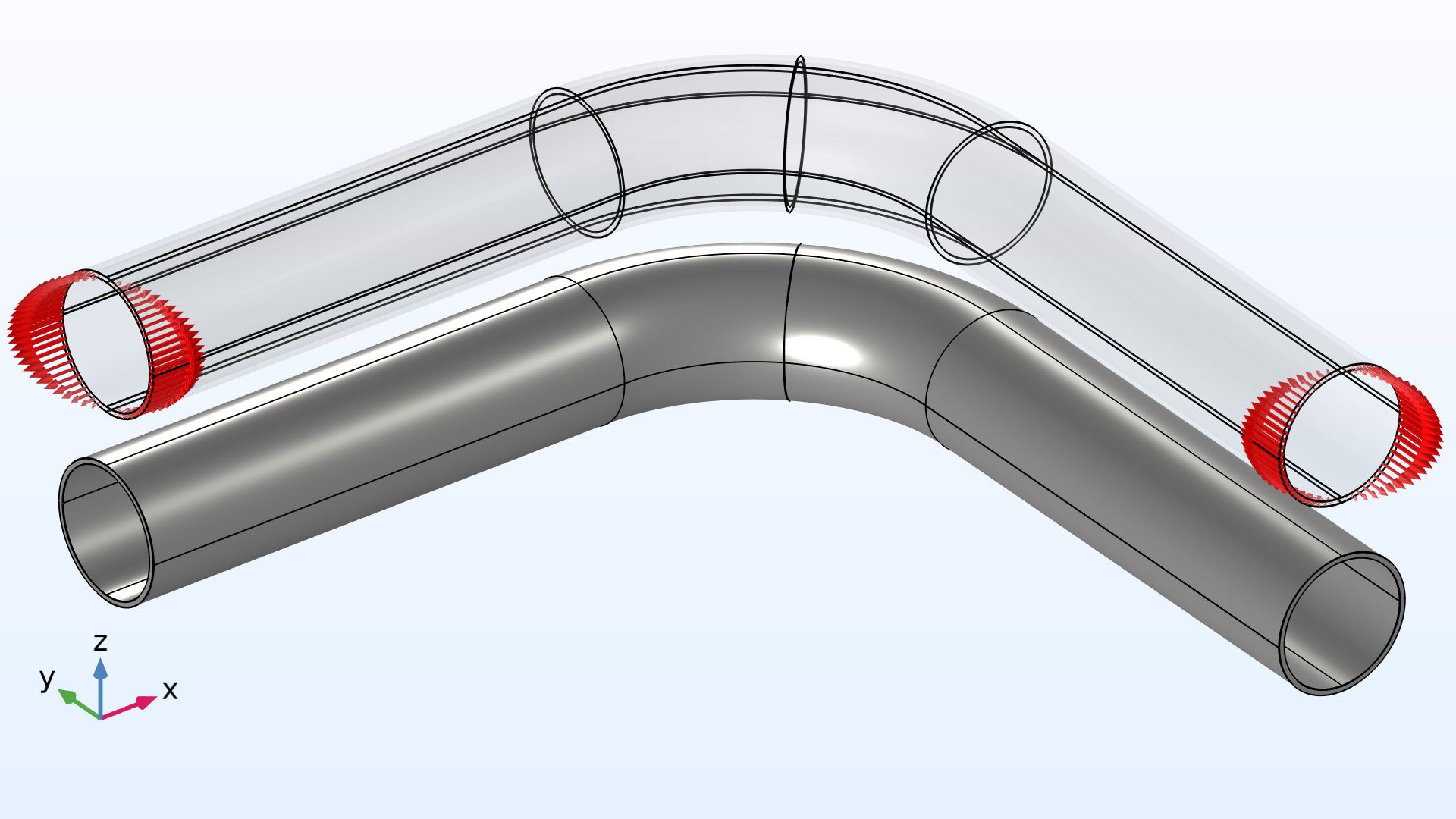
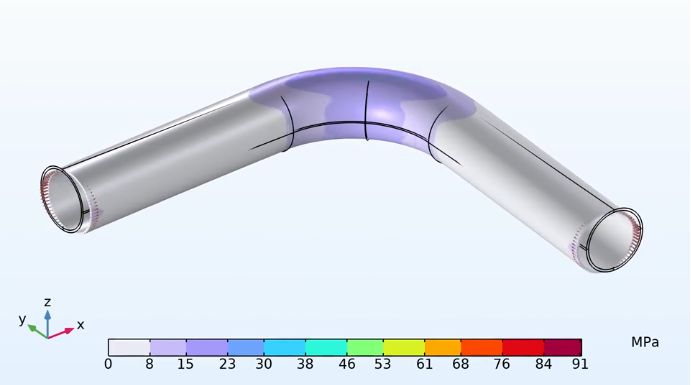
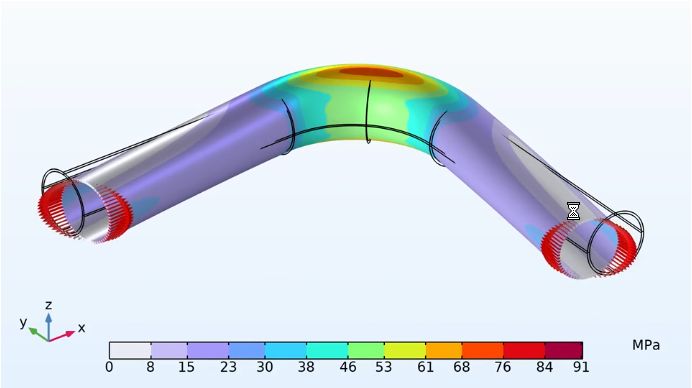
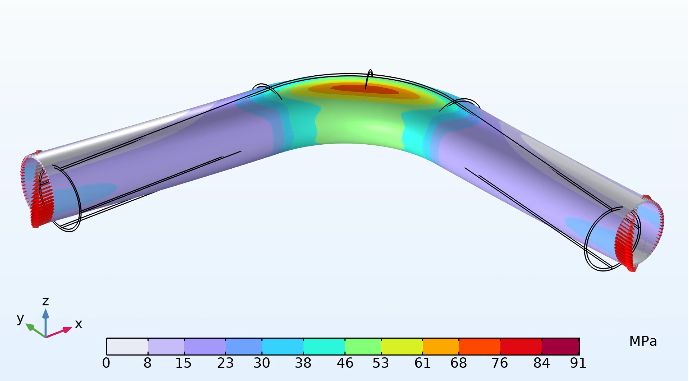
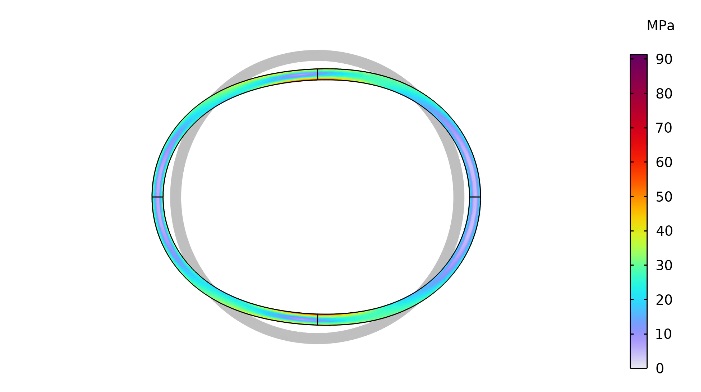
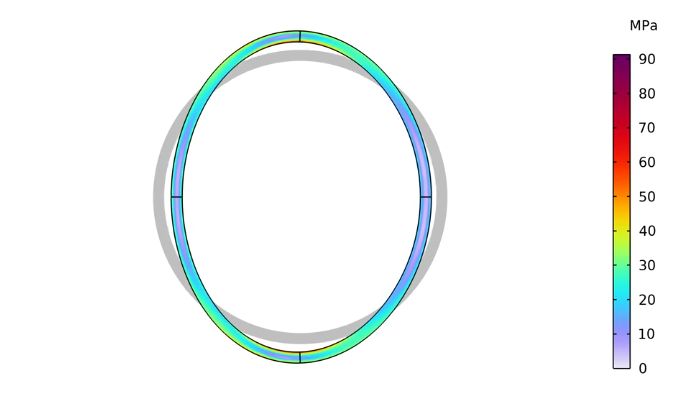
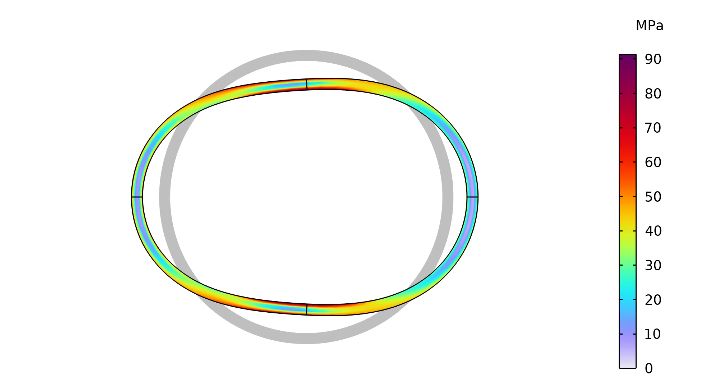
Bending Process: During the bending of stainless steel tubes, tensile stress occurs on the outer side while compressive stress occurs on the inner side. The uneven stress distribution in different parts can cause deformation such as ovalization or wrinkling during the bending process.
Improper Processing: Using unsuitable molds or bending machines, improper CNC settings, excessive processing speed, or poor lubrication can lead to localized stress concentration and irreversible deformation in the tube.
1.2Impact of Material Properties
Internal Stress: Especially in cold-rolled metal materials, internal stress in the material may be released during bending, causing bending or warping, which affects the accuracy of the tube’s shape.
High Hardness and Cold Work Hardening: Stainless steel’s high hardness can lead to cold work hardening during bending, causing the hardness of the material’s surface to increase under tensile stress, making it more brittle.
Elasticity and Plasticity: Stainless steel tends to have significant rebound during bending, leading to deviations between the final shape of the tube and the design requirements.
1.3Improper Equipment Settings
Inappropriate Bending Mold Selection: Choosing molds with incorrect dimensions, curvature radii, or material for the bending machine can affect the stress distribution and deformation of the tube.
Incorrect Bending Speed Control: Errors in programming the bending machine or not setting the bending speed according to different materials may result in uneven stress on the material, especially during the initial and final stages of bending, leading to localized over-deformation or shape distortion.
2.0Detection Methods for Stress and Deformation in Bending Tubes
2.1Visual Inspection and Measuring Tools

Visual Inspection: Checking for cracks, scratches, dents, or other defects on the tube’s surface using the naked eye or a magnifying glass.
Calipers and Micrometers: Measuring the outer diameter, inner diameter, and wall thickness to check dimensional accuracy, and assessing the roundness, diameter, and bending radius of the tube to ensure they meet design requirements.
2.2Reference Sample Testing
Comparing the tube with standard samples to determine if it meets design requirements.
2.3Tolerance Standard Testing
Testing the tube’s bending radius, angle, dimensions, and shape according to tolerance standards.
2.4Non-destructive Testing for High Precision
- X-ray Diffraction (XRD)
- Ultrasonic Testing
- Magnetic Particle Testing
- Coordinate Measuring Machine (CMM)
- Laser Scanning Technology
3.0Solutions: Effective Methods to Address Stress and Deformation Issues
3.1Optimize Bending Radius
Bending Radius: Choose an appropriate bending radius based on the tube’s wall thickness and material properties. A radius that is too small can lead to excessive stretching on the outer side and compression on the inner side, resulting in deformation.
Follow the “Minimum Bending Radius” Principle: The minimum bending radius is usually 3-5 times the tube diameter to reduce stress concentration.
3.2Control Bending Speed
Bending Speed: Too fast bending speed can lead to uneven stress distribution, causing localized deformation and rebound. Conversely, too slow speed may induce cold work hardening. Modern pipe bending machines with CNC control systems can be programmed to handle bending speeds for different materials.
3.3Use Multi-Pass Bending Process
Multiple Step Bending: Performing multiple bending steps can effectively reduce the stress of each bend, thereby decreasing rebound and deformation.
3.4Custom Bending Machine Molds
Choose suitable bending molds with appropriate curvature radii and dimensions for the tube specifications, and regularly maintain the molds to ensure a smooth surface, reducing damage to the tube during bending.
4.0Common Questions and Answers about Stress and Deformation in Bending Tubes
What types of stress occur in metal bending tubes?
Tensile stress (outer side), compressive stress (inner side), and shear stress.
What is the relationship between minimum bending radius and stress?
A smaller radius results in higher stress, potentially causing the original material properties to fail.
Why does residual stress occur during bending?
Residual stress occurs because internal stress has not been fully released during the bending process.
How to reduce deformation during bending?
Use appropriate bending tools and CNC-controlled bending machines to manage the radius, avoiding excessive stretching or compression.
What is the rebound phenomenon?
Rebound is when the material partially returns to its original shape after bending, causing deviations.
References
- The Intriguing Stresses in Pipe Bends https://www.comsol.com/blogs/the-intriguing-stresses-in-pipe-bends
- Background of SIFs and Stress Indices for Moment Loadings of Piping Components https://www.osti.gov/biblio/841246
- Stress Intensification Factors (i-Factors), Flexibility Factors (k-Factors), and Their Determination for Metallic Piping ComponentsB31J – 2017 https://www.asme.org/codes-standards/find-codes-standards/b31j-stress-intensification-factors-flexibility-factors-determination-metallic-piping-components/2017/pdf




