शीट मेटल एम्बॉसिंग प्रक्रिया में निपुणता प्राप्त करने के 5 चरण
0.1 स्टेनलेस स्टील शीट एम्बॉसिंग प्रक्रिया का परिचय
उभरी हुई स्टेनलेस स्टील शीटों को, एम्बॉसिंग मशीन का उपयोग करके, मोल्ड रोलर्स से शीटों पर पैटर्न रोल करके बनाया जाता है।
शीट धातु एम्बॉसिंग एक है मुद्रांकन उभरे हुए या धँसे हुए डिज़ाइन या राहत बनाने की प्रक्रिया धातु की चादर. वांछित पैटर्न के रोल के बीच शीट या धातु की पट्टी को पास करना। इसे अक्सर चमकदार, 3D प्रभाव बनाने के लिए फ़ॉइल स्टैम्पिंग के साथ जोड़ा जाता है।
0.2 उभरे हुए स्टेनलेस स्टील शीट की मुख्य विशेषताएं
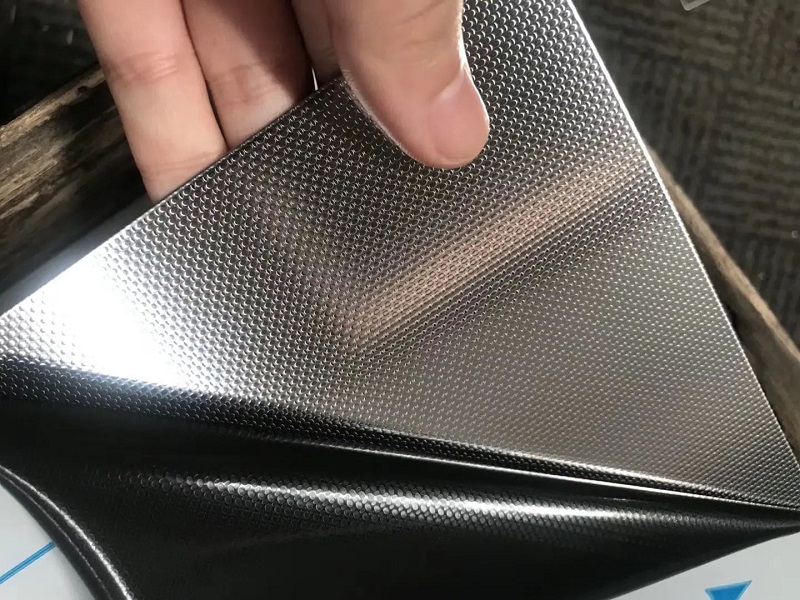
उभरी हुई स्टेनलेस स्टील शीट सौंदर्य की दृष्टि से आकर्षक होती हैं और इनका व्यापक रूप से वास्तुशिल्प सजावट में उपयोग किया जाता है, जैसे उभरा हुआ धातु दीवार सजावटसतह पर उभरी हुई और धंसी हुई बनावट घर्षण को बढ़ाती है, जिससे वे सीढ़ियों और फर्श जैसे फिसलन-रोधी क्षेत्रों के साथ-साथ मेट्रो कार के फर्श के लिए आदर्श बन जाते हैं।
स्टेनलेस स्टील की उभरी हुई चादरें अत्यधिक टिकाऊ होती हैं, इनमें जंग प्रतिरोधकता, प्रदूषण-रोधी गुण और उत्कृष्ट संक्षारण प्रतिरोधकता होती है, साथ ही इन्हें साफ करना भी आसान होता है।

0.3 उभरी हुई स्टेनलेस स्टील शीट के लिए सामान्य पैटर्न



- बिसात
- तरंग पैटर्न
- डॉट पैटर्न
- चमड़े की बनावट
- जाल पैटर्न
- घनक्षेत्र
- गुलदाउदी
- प्राचीन चौक
- काष्ठमयता
- डायमंड
- छोटा वर्ग
- सनी
- छोटे लिनन
- रेत
- चावल का दाना
- पट्टी
- ग्रिड
- चमड़े का पैटर्न
0.4 उभरी हुई स्टेनलेस स्टील शीट के प्रमुख अनुप्रयोग
वास्तुकला सजावट: के लिए इस्तेमाल होता है उभरी हुई धातु की दीवार कला, छत, स्तंभ, और अन्य दीवार सजावट सामग्री।
फर्नीचर और रसोई के बर्तन: कैबिनेट दरवाजे, काउंटरटॉप्स और के लिए सामग्री उभरी हुई धातु की प्लेटें.
लिफ्ट सजावटलिफ्टों में आंतरिक और दरवाजे की सजावट के लिए उभरा हुआ स्टेनलेस स्टील।
औद्योगिक क्षेत्रफिसलन-रोधी पैदल मार्गों और कार्य प्लेटफार्मों के लिए उपयुक्त।
परिवहन: सबवे, ट्रेन के फर्श और हैंडरेलों में उपयोग किया जाता है।
स्टेनलेस स्टील एम्बॉसिंग प्रक्रिया में मुख्य चरण और विचार
1.0 स्टेनलेस स्टील सामग्री का चयन
1.1 उभरी हुई स्टेनलेस स्टील शीट के लिए सामान्य सामग्री:
- एल्युमिनियम (सभी मिश्र धातु)
- एल्युमिनियम (T1/T2)
- पीतल
- कार्ड स्टॉक
- कोल्ड रोल्ड स्टील
- ताँबा
- कलई चढ़ा इस्पात
- उच्च शक्ति, कम मिश्र धातु, इस्पात
- घिर्रियों में लिपटी लोहे की चद्दरें
- इस्पात (सभी मिश्र धातु)
- जस्ता
स्टेनलेस स्टील शीट:
- 304 स्टेनलेस स्टील: अच्छे संक्षारण प्रतिरोध के साथ उभरी हुई शीटों के लिए मानक सामग्री।
- 316 स्टेनलेस स्टील: 304 की तुलना में बेहतर संक्षारण प्रतिरोध प्रदान करता है, अक्सर उच्च अंत या बाहरी वातावरण में उपयोग किया जाता है।
- 430 स्टेनलेस स्टील: अधिक लागत प्रभावी, इनडोर के लिए उपयुक्त धातु उभरा टाइलेंजहां संक्षारण प्रतिरोध कम महत्वपूर्ण है।
1.2 सामग्री की मोटाई और पैटर्न गहराई:
- पतली चादरें (0.5-1.0 मिमी): अपेक्षाकृत उथले पैटर्न के साथ, सजावटी उपयोग के लिए उपयुक्त।
- मोटी चादरें (1.5 मिमी और अधिक): गहरी उभार बनाने, अधिक स्पष्ट पैटर्न बनाने, फिसलन-रोधी अनुप्रयोगों के लिए आदर्श।
2.0 एम्बॉसिंग मोल्ड रोलर

2.1 एम्बॉसिंग मोल्ड का डिज़ाइन:
पैटर्न डिज़ाइनस्पष्ट पैटर्न पुनरुत्पादन सुनिश्चित करने के लिए डिजाइन में स्टेनलेस स्टील की लचीलापन और उभार की गहराई पर विचार किया जाना चाहिए।
उभार गहराई: शीट की मोटाई और इच्छित उपयोग के अनुसार गहराई को समायोजित करें। मोटी शीट गहरी उभार को सहारा दे सकती हैं, जबकि पतली शीट उथले पैटर्न के लिए बेहतर अनुकूल होती हैं।
मोल्ड का आकारमोल्ड रोलर का आकार स्टेनलेस स्टील शीट के आयामों से सटीक रूप से मेल खाना चाहिए ताकि एम्बॉसिंग के दौरान गलत संरेखण या विरूपण से बचा जा सके।
पैटर्न निरंतरतासीम या मिसलिग्न्मेंट से बचने के लिए निरंतर और सममित पैटर्निंग सुनिश्चित करें।
2.2 मोल्ड रोलर्स के लिए सामग्री:
- उच्च-शक्ति मिश्र धातु इस्पातमोल्ड रोलर्स, जो आमतौर पर Cr12MoV या D2 स्टील से बने होते हैं, स्टेनलेस स्टील को उभारने में लगने वाले उच्च दबाव और घर्षण का सामना कर सकते हैं।
2.3 मोल्ड परिशुद्धता सुनिश्चित करना:
- उच्च परिशुद्धता मशीनिंगचूंकि स्टेनलेस स्टील कठोर होता है, इसलिए मोल्ड की परिशुद्धता माइक्रोन रेंज में होनी चाहिए, जिसे सीएनसी मशीनिंग के माध्यम से प्राप्त किया जाता है।
2.4 मोल्ड रखरखाव:
सफाई: ग्रीस और धातु के मलबे को हटाने के लिए सांचों की नियमित सफाई आवश्यक है, जिससे उभार की गुणवत्ता सुनिश्चित हो सके।
पहनने का पता लगानापैटर्न की स्पष्टता बनाए रखने के लिए सांचों में घिसाव या दरारों का नियमित रूप से निरीक्षण करें, विशेष रूप से उनका जो अक्सर उपयोग में लाया जाता है।
स्नेहनउचित स्नेहन से मोल्ड का जीवनकाल बढ़ जाता है।
भंडारणमोल्ड रोलर्स को जंग या सतह क्षति से बचाने के लिए सूखी स्थिति में संग्रहित किया जाना चाहिए।
3.0 स्टेनलेस स्टील एम्बॉसिंग मशीन सेटिंग्स
सामान्य एम्बॉसिंग मशीनों के प्रकार:
हाइड्रोलिक एम्बॉसिंग मशीनें: बड़े पैमाने पर उत्पादन या मोटी चादरों के उभार के लिए उपयुक्त, विशेष रूप से औद्योगिक फिसलन-रोधी फर्श के लिए।
मैकेनिकल एम्बॉसिंग मशीनेंछोटे से मध्यम स्तर के उत्पादन के लिए आदर्श, कॉम्पैक्ट और लागत प्रभावी।
रोलिंग मशीनें: पतली उभरी हुई स्टेनलेस स्टील शीट के बड़े पैमाने पर उत्पादन के लिए डिज़ाइन किया गया है, जैसे कि जिनका उपयोग किया जाता है लिफ्ट सजावटया घरेलू उपकरण।
3.1 एम्बॉसिंग मशीन पैरामीटर समायोजित करना:
दबाव समायोजनस्टेनलेस स्टील की मोटाई, कठोरता और वांछित पैटर्न गहराई के आधार पर दबाव सेट करें।
गति समायोजन: पतले पदार्थों के लिए गति बढ़ाएँ तथा मोटे पदार्थों के लिए गति कम करें।
तापमान समायोजनकुछ मामलों में, स्टेनलेस स्टील को गर्म करने से इसकी प्लास्टिसिटी में सुधार हो सकता है, विशेष रूप से मोटी शीट या गहरी एम्बॉसिंग प्रक्रियाओं के लिए।
3.2 एम्बॉसिंग के दौरान स्थिरता सुनिश्चित करना:
मशीन अंशांकनसही दबाव, गति और तापमान सेटिंग सुनिश्चित करने के लिए मशीन को नियमित रूप से कैलिब्रेट करें।
मशीन की स्थिति की निगरानीतापमान, दबाव या गति में किसी भी विसंगति का पता लगाने के लिए मशीन के संचालन की निरंतर निगरानी करें।
कंपन नियंत्रणसुनिश्चित करें कि मोल्ड रोलर्स स्थिर प्लेटफॉर्म पर स्थापित किए गए हैं ताकि कंपन से एम्बॉसिंग की गुणवत्ता प्रभावित न हो।
4.0 उभरी हुई स्टेनलेस स्टील शीट को संभालना
4.1 स्टेनलेस स्टील शीट को समतल करना:
सतह समतलता जाँचयह सुनिश्चित करने के लिए कि चादरें चिकनी हों, उनमें कोई गड्ढा या उभार न हो, लेवलिंग मशीन का उपयोग करें।
सामग्री पूर्व उपचारकठोर स्टेनलेस स्टील के लिए, एम्बॉसिंग से पहले हल्का एनीलिंग आंतरिक तनाव को कम कर सकता है और एम्बॉसिंग के दौरान अनियमित विरूपण या दरार को रोक सकता है।
वर्कपीस को सुरक्षित करनासुनिश्चित करें कि स्टेनलेस स्टील शीट को उभारने के दौरान सुरक्षित रूप से स्थिर किया गया है, ताकि वह खिसक न जाए, क्योंकि इससे पैटर्न विकृत हो सकता है या किनारों पर झुर्रियां पड़ सकती हैं।
4.2 पैटर्न की स्पष्टता और एकरूपता सुनिश्चित करना:
सटीक, दोष-रहित मोल्डमोल्ड पैटर्न दोषरहित होना चाहिए।
समान दबावशीट पर एकसमान दबाव सुनिश्चित करें।
सामग्री मोटाई नियंत्रण: सामग्री की एक समान मोटाई बनाए रखें।
4.3 प्रमुख मापदंडों (दबाव, तापमान, आदि) की वास्तविक समय निगरानी:
दबाव निगरानीएकसमान उभार सुनिश्चित करने के लिए दबाव पर लगातार नजर रखें।
तापमान नियंत्रण: सामग्री की प्लास्टिसिटी में सुधार के लिए आवश्यकतानुसार तापमान समायोजित करें।
गति निगरानीअसमान उभार से बचने के लिए निरंतर गति बनाए रखें।
5.0 पोस्ट-एम्बॉसिंग उपचार
5.1 एम्बॉसिंग के बाद सतह उपचार:
सतह की सफाईउत्पाद का स्वरूप बनाए रखने के लिए अवशिष्ट तेल, धातु के मलबे और कणों को हटा दें।
चमकानेउत्पाद के आधार पर, सतह को पॉलिश किया जा सकता है। सामान्य पॉलिशिंग विधियों में यांत्रिक, रासायनिक या विद्युत रासायनिक पॉलिशिंग शामिल हैं।
ब्रश करनासतह को ब्रश करने से स्टेनलेस स्टील को अधिक बनावट वाला दृश्य प्रभाव मिलता है।
5.2 सुरक्षात्मक फिल्म और जंग-रोधी उपचार:
- सतह सुरक्षात्मक फिल्मपरिवहन और आगे की प्रक्रिया के दौरान खरोंच या क्षति को रोकने के लिए एक स्वचालित लेमिनेटिंग मशीन का उपयोग करके एक सुरक्षात्मक फिल्म लागू करें।
- जंग रोधी उपचार:
- निष्क्रियता उपचारसतह के ऑक्साइड और अशुद्धियों को हटाने के लिए रासायनिक निष्क्रियता का उपयोग करें।
- एंटी-फिंगरप्रिंट कोटिंगउंगलियों के निशान और दाग-धब्बों से बचने के लिए पारदर्शी कोटिंग लगाएं।
5.3 पैकेजिंग और भंडारण:
सुरक्षात्मक पैकेजिंगसुनिश्चित करें कि चादरें क्षति से बचाने के लिए सुरक्षित तरीके से पैक की गई हों।
नमी-रोधी भंडारणजंग से बचने के लिए चादरों को नमी-नियंत्रित वातावरण में रखें।
लेबलिंग और दस्तावेज़ीकरण: आसान पहचान के लिए उभरी हुई स्टेनलेस स्टील शीटों पर उचित लेबल लगाएं और उनका दस्तावेजीकरण करें।
https://link.springer.com/article/10.1007/s00542-010-1158-x
https://en.wikipedia.org/wiki/Embossing_(manufacturing)