

1.0 Sélection du matériau de la lame
1.1 Lames en acier au carbone
Les lames en acier au carbone sont basiques et abordables, idéales pour la coupe de métaux tendres comme l'aluminium, le cuivre, le laiton, le bronze et autres métaux non ferreux. Elles conviennent aux ateliers utilisant occasionnellement la scie à ruban.
1.2 Lames bimétalliques
Les lames bimétalliques sont la référence de l'industrie pour les travaux de coupe polyvalents. Dotées d'un tranchant en acier rapide (HSS) soudé à un dos flexible en alliage d'acier, elles allient dureté et flexibilité. Durables, elles conviennent à la coupe d'une grande variété de matériaux, dont l'acier inoxydable.
1.3 Lames à pointe en carbure
Les lames à pointe carbure sont idéales pour la découpe de matériaux durs ou abrasifs, notamment les aciers trempés et les alliages exotiques. Les dents en carbure de tungstène brasées sur une bande d'acier flexible offrent une durabilité exceptionnelle, notamment pour les productions en grande série.



2.0 Pas des dents (TPI) et son importance
2.1 Pourquoi le TPI est important
Le nombre de dents par pouce (TPI) influence la vitesse de coupe, l'état de surface et les vibrations. Un TPI élevé produit une coupe plus fine, mais une avance plus lente. Un TPI inférieur permet une coupe plus rapide, mais produit une surface plus rugueuse.
2.2 TPI et épaisseur du matériau
Le TPI est inversement proportionnel à l'épaisseur du matériau. Les matériaux minces nécessitent un TPI élevé pour réduire les vibrations et l'écaillage des dents. Les matériaux épais nécessitent un TPI plus faible pour une coupe agressive et une évacuation efficace des copeaux.

2.3 Tableau TPI recommandé (matériaux solides)
| Épaisseur du matériau | TPI recommandé |
| < 3 mm | 24 – 32 TPI |
| 3 – 6 mm | 18 – 24 TPI |
| 6 – 12 mm | 14 – 18 TPI |
| 12 – 25 mm | 10 – 14 TPI |
| > 25 mm | 6 à 10 TPI |
2.4 TPI pour tubes et profilés
Pour les tubes et profilés, l'épaisseur de paroi et le diamètre maximal sont tous deux essentiels. Pour les tubes et profilés à parois minces, privilégiez l'épaisseur de paroi. Pour les matériaux plus épais, le diamètre devient plus déterminant.
TPI approximatif pour Profils (Épaisseur de paroi jusqu'à 100 mm)
| Épaisseur de paroi (mm) | Ø 25 mm | Ø 50 mm | Ø 100 mm | Ø 200 mm | Ø 500 mm |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
Pour les petits diamètres, le pas de dent recommandé est similaire à celui des matériaux solides afin d'éviter les vibrations et les dommages aux dents lors de la coupe des bords à parois minces. Pour les profils plus grands, la résistance du matériau réduit ce problème, permettant d'utiliser moins de dents pour des coupes plus douces.
2.5 TPI recommandé par matériau de lame
Vous trouverez ci-dessous les valeurs TPI recommandées pour les lames en acier au carbone, en acier allié et en acier rapide, en fonction du type de matériau et de son épaisseur. Ces valeurs servent de guide rapide pour choisir la lame adaptée.


2.6 Lames en acier au carbone
| Application | Épaisseur du métal | TPI de la lame |
| Pour l'aluminium, le laiton, le cuivre, le bronze doux, le magnésium, le bois, l'acier doux, les aciers plus durs (vitesse lente) | 1/2″ à 3-3/8″ | 6 |
| Identique à ci-dessus | 3/8″ à 1″ | 8 |
| Pour l'aluminium, les cornières, la fonte, le bronze, le laiton, le cuivre, les tuyaux galvanisés, l'acier doux, les aciers plus durs (vitesse lente) | 3/16″ à 3/4″ | 10 |
| Identique au précédent, plus câbles électriques | 5/32″ à 1/2″ | 14 |
| Pour tubes à parois minces et sections minces | 1/8″ à 1/4″ | 18 |
| Pour matériaux extra fins | 3/32″ à 1/8″ | 18 |
2.7 Lames en acier allié
| Application | Épaisseur du métal | TPI de la lame |
| Pour l'aluminium, la fonte, le bronze, le laiton, le cuivre, les tuyaux galvanisés, l'acier doux, les aciers plus résistants (chrome, tungstène) | 3/16″ à 1″ | 10 |
| Identique à ci-dessus, y compris les câbles électriques | 5/32″ à 3/4″ | 14 |
| Pour tubes à parois minces et matériaux souples | 1/8″ à 1/2″ | 18 |
| Pour matériaux extra fins | 3/32″ à 1/8″ | 24 |
2.8 Lames en acier rapide (HSS)
| Application | Épaisseur du métal | TPI de la lame |
| Pour l'aluminium, les cornières, le bronze, le laiton, le cuivre, les tuyaux galvanisés, l'acier doux, les aciers plus résistants (inoxydable, chrome, tungstène) | 7/32″ à 7/8″ | 10 |
| Identique à ci-dessus | 3/16″ à 5/8″ | 14 |
| Pour les sections plus fines | 5/32″ à 3/8″ | 18 |
Conseil: Pour les matériaux difficiles à couper comme les aciers inoxydables et au tungstène, les lames HSS sont recommandées à des vitesses plus lentes avec une lubrification appropriée.
3.0 Configuration des dents
3.1 Lames à dents régulières
- Dents droites
- Espacement régulier avec des gorges profondes
- angle de coupe de 0°
- Convient pour le sciage général et la découpe de contours de tôles minces.
3.2 Lames à dents crochues
- Dents larges et largement espacées
- Gorges profondes
- Angle de coupe positif de 10°
- Idéal pour les coupes rapides et grossières sur des métaux épais ou durs.
3.3 Lames à dents sautées
- Dents largement espacées avec des goulots peu profonds
- Angle de coupe de 0° avec forme de dent à 90°
- Convient aux métaux non ferreux et aux matériaux tendres, réduisant le colmatage.
4.0 Modèles de dentition
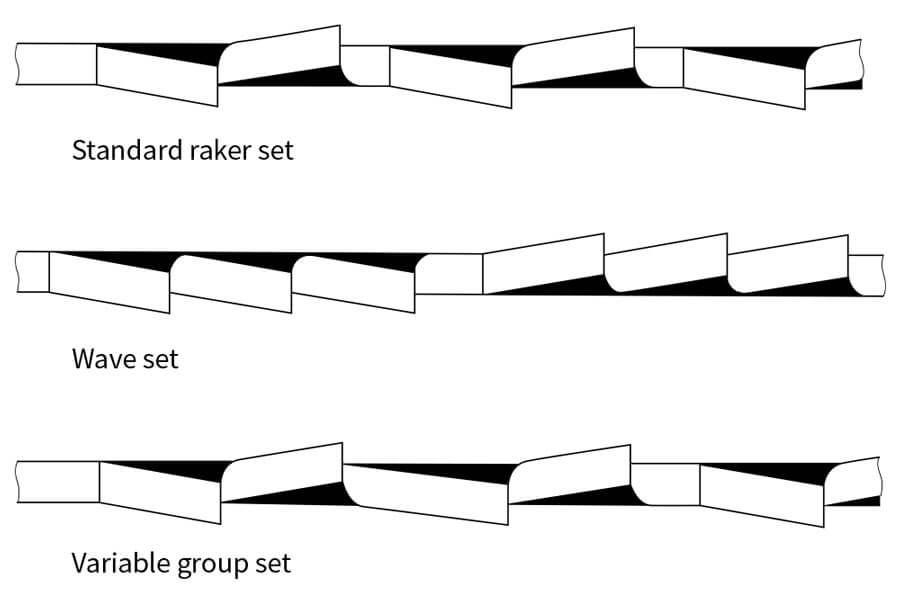
4.1 Ensemble de dents standard
- Décalages alternés à gauche et à droite
- Pour une coupe à usage général avec une largeur de trait modérée.
4.2 Ensemble variable (ondulé)
- Modifications progressives des décalages gauche et droit
- Réduit les bavardages, idéal pour les matériaux minces et les sections creuses.
4.3 Ensemble droit (Raker)
- Décalage minimal ou nul
- Produit des entailles fines et étroites mais augmente le risque de grippage.
5.0 Considérations supplémentaires
5.1 Largeur de trait de scie et contrainte de coupe
Les lames à pointe carbure créent un trait de scie plus large, augmentant les contraintes sur la pièce et pouvant déformer les matériaux fins. Les lames bimétalliques et en acier au carbone produisent des traits de scie plus étroits, plus adaptés aux matériaux fins ou délicats.
Ceci est particulièrement important pour scies à ruban manuelles, où la vitesse d'avance de l'opérateur peut varier, augmentant le risque d'usure de la lame.
5.2 Contrôle des vibrations
Évitez les espaces entre les dents supérieurs à l'épaisseur du matériau afin de minimiser les vibrations et l'usure. Assurez-vous que plusieurs dents sont engagées pendant la coupe.
5.3 Refroidissement et lubrification
Les lames bimétalliques et à pointe carbure sont sensibles à la surchauffe. Un refroidissement adéquat prolongera leur durée de vie et améliorera l'efficacité de la coupe.
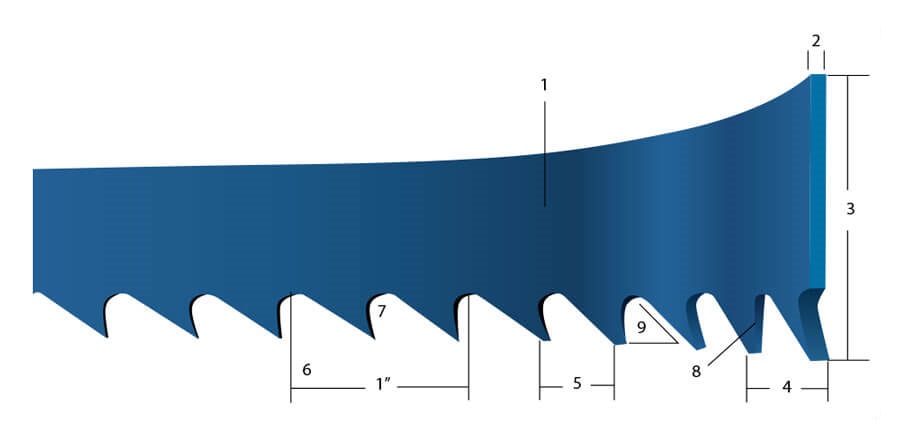
6.0 Terminologie des lames de scie à ruban
- Dos:Le bord non coupant de la lame
- Largeur/Hauteur: Distance entre la pointe de la dent et l'arrière
- Ensemble: La quantité de dents décalées par rapport à l'axe central de la lame
- Pas des dents: Distance entre les pointes des dents (utilisée pour calculer le TPI)
- Gosier:La zone incurvée entre les dents pour l'élimination des copeaux
- Visage de dent:La surface avant de la dent
- Angle de coupe: L'angle de la face de la dent par rapport à une ligne perpendiculaire à la direction de la lame
7.0 Résumé
Pour des performances optimales, sélectionnez votre lame de scie à ruban en fonction de :
- Type de matériau (solide, tube ou profilé)
- Finition de surface souhaitée
- Vitesse et efficacité de coupe
- Matériau de la lame et configuration des dents
- TPI correct en fonction de l'épaisseur et de la forme du matériau
Consultez toujours les recommandations ou les catalogues du fabricant de lames pour sélectionner la lame la plus adaptée à vos applications de coupe.
Référence : https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide

