

1.0 Selección del material de la cuchilla
1.1 Cuchillas de acero al carbono
Las hojas de acero al carbono son básicas y económicas, ideales para cortar metales blandos como aluminio, cobre, latón, bronce y otros metales no ferrosos. Son adecuadas para talleres con uso ocasional de sierras de cinta.
1.2 Cuchillas bimetálicas
Las hojas bimetálicas son el estándar de la industria para tareas de corte versátiles. Con un filo de acero de alta velocidad (HSS) soldado a un dorso flexible de acero aleado, combinan dureza y flexibilidad. Son duraderas y aptas para cortar una amplia gama de materiales, incluido el acero inoxidable.
1.3 Cuchillas con punta de carburo
Las hojas con punta de carburo son ideales para cortar materiales duros o abrasivos, como aceros endurecidos y aleaciones exóticas. Los dientes de carburo de tungsteno soldados a una banda de acero flexible proporcionan una durabilidad excepcional, especialmente para producciones de gran volumen.



2.0 Paso dentario (TPI) y su importancia
2.1 Por qué es importante el TPI
Los dientes por pulgada (TPI) afectan la velocidad de corte, el acabado superficial y la vibración. Un TPI más alto proporciona un corte más fino, pero una velocidad de avance más lenta. Un TPI más bajo permite un corte más rápido, pero resulta en una superficie más rugosa.
2.2 TPI y espesor del material
El TPI es inversamente proporcional al espesor del material. Los materiales delgados requieren un TPI alto para reducir la vibración y el astillado de los dientes. Los materiales gruesos requieren un TPI menor para un corte agresivo y una eliminación eficiente de la viruta.

2.3 Tabla de TPI recomendada (materiales sólidos)
| Espesor del material | TPI recomendado |
| < 3 milímetros | 24 – 32 TPI |
| 3 – 6 milímetros | 18 – 24 TPI |
| 6 – 12 milímetros | 14 – 18 TPI |
| 12 – 25 milímetros | 10 – 14 TPI |
| > 25 milímetros | 6 – 10 TPI |
2.4 TPI para tubos y perfiles
En tubos y perfiles, tanto el espesor de pared como el diámetro máximo son cruciales. Para tubos y perfiles de pared delgada, priorice el espesor de pared. Para materiales más gruesos, el diámetro cobra mayor importancia.
TPI aproximado para Perfiles (Espesor de pared hasta 100 mm)
| Espesor de la pared (mm) | Ø 25 mm | Ø 50 mm | Ø 100 mm | Ø 200 mm | Ø 500 mm |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
Con diámetros pequeños, el TPI recomendado se asemeja al de los materiales sólidos para evitar vibraciones y daños en los dientes al cortar el filo delgado. Para perfiles más grandes, la resistencia del material reduce este problema, permitiendo menos dientes para cortes más suaves.
2.5 TPI recomendado por material de la hoja
A continuación, se presentan los valores de TPI recomendados para hojas de acero al carbono, acero aleado y acero de alta velocidad, según el tipo y el espesor del material. Estos valores sirven como guía rápida para seleccionar la hoja adecuada.


2.6 Cuchillas de acero al carbono
| Solicitud | Espesor del metal | TPI de la hoja |
| Para aluminio, latón, cobre, bronce blando, magnesio, madera, acero dulce, aceros más tenaces (velocidad lenta) | 1/2″ a 3-3/8″ | 6 |
| Lo mismo que arriba | 3/8″ a 1″ | 8 |
| Para aluminio, hierro angular, hierro fundido, bronce, latón, cobre, tubos galvanizados, acero dulce, aceros más tenaces (velocidad lenta) | 3/16″ a 3/4″ | 10 |
| Igual que el anterior, más cables eléctricos. | 5/32″ a 1/2″ | 14 |
| Para tubos de paredes delgadas y secciones delgadas | 1/8″ a 1/4″ | 18 |
| Para materiales extra finos | 3/32″ a 1/8″ | 18 |
2.7 Cuchillas de acero aleado
| Solicitud | Espesor del metal | TPI de la hoja |
| Para aluminio, hierro fundido, bronce, latón, cobre, tubos galvanizados, acero dulce, aceros más tenaces (cromo, tungsteno) | 3/16″ a 1″ | 10 |
| Igual que el anterior, incluidos los cables eléctricos. | 5/32″ a 3/4″ | 14 |
| Para tubos de paredes delgadas y materiales blandos | 1/8″ a 1/2″ | 18 |
| Para materiales extra finos | 3/32″ a 1/8″ | 24 |
2.8 Hojas de acero de alta velocidad (HSS)
| Solicitud | Espesor del metal | TPI de la hoja |
| Para aluminio, hierro angular, bronce, latón, cobre, tubos galvanizados, acero dulce, aceros más resistentes (inoxidable, cromo, tungsteno) | 7/32″ a 7/8″ | 10 |
| Lo mismo que arriba | 3/16″ a 5/8″ | 14 |
| Para secciones más delgadas | 5/32″ a 3/8″ | 18 |
Consejo: Para materiales difíciles de cortar, como aceros inoxidables y de tungsteno, se recomiendan hojas HSS a velocidades más lentas con la lubricación adecuada.
3.0 Configuración de los dientes
3.1 Hojas de dientes regulares
- Dientes rectos
- Espaciado uniforme con gargantas profundas
- Ángulo de inclinación de 0°
- Adecuado para aserrado de uso general y corte de contornos de chapas metálicas delgadas.
3.2 Cuchillas con dientes de gancho
- Dientes grandes y muy espaciados
- Gargantas profundas
- Ángulo de inclinación positivo de 10°
- Ideal para cortes rápidos y ásperos en metales gruesos o duros.
3.3 Cuchillas de dientes salteados
- Dientes muy espaciados con gargantas poco profundas
- Ángulo de ataque de 0° con forma de diente de 90°
- Adecuado para metales no ferrosos y materiales blandos, reduciendo las obstrucciones.
4.0 Patrones de dentición
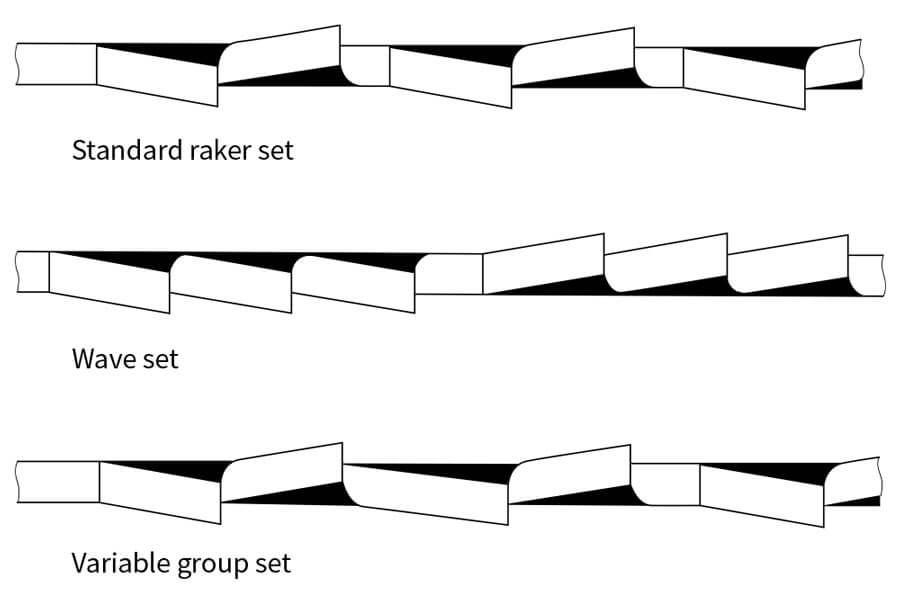
4.1 Juego de dientes estándar
- Desplazamientos alternos hacia la izquierda y la derecha
- Para cortes de uso general con ancho de corte moderado.
4.2 Conjunto variable (ondulado)
- Cambios graduales en los desplazamientos izquierdo y derecho
- Reduce las vibraciones, ideal para materiales delgados y secciones huecas.
4.3 Juego recto (rastrillo)
- Desplazamiento mínimo o nulo
- Produce cortes finos y estrechos pero aumenta el riesgo de atascamiento.
5.0 Consideraciones adicionales
5.1 Ancho de corte y tensión de corte
Las hojas con punta de carburo crean un corte más ancho, lo que aumenta la tensión en la pieza de trabajo y puede deformar materiales delgados. Las hojas bimetálicas y de acero al carbono producen cortes más estrechos, ideales para materiales delgados o delicados.
Esto es particularmente importante para máquinas de sierra de cinta manuales, donde la velocidad de alimentación del operador puede variar, lo que aumenta el riesgo de desgaste de la cuchilla.
5.2 Control de vibración
Evite que los espacios entre los dientes sean mayores que el espesor del material para minimizar la vibración y el desgaste. Asegúrese de que varios dientes encajen durante el corte.
5.3 Refrigeración y lubricación
Las hojas bimetálicas y con punta de carburo son sensibles al sobrecalentamiento. Aplique un enfriamiento adecuado para prolongar la vida útil de la hoja y mejorar la eficiencia de corte.
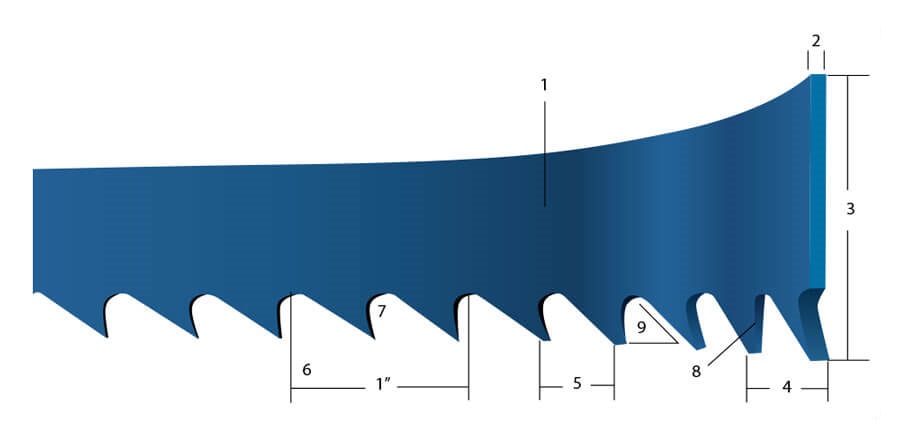
6.0 Terminología de las hojas de sierra de cinta
- Atrás:El filo no cortante de la hoja
- Ancho/Alto:Distancia desde la punta del diente hasta la parte posterior
- Colocar:La cantidad de dientes que están desplazados respecto de la línea central de la hoja.
- Paso de dientes:Distancia entre las puntas de los dientes (utilizada para calcular TPI)
- Garganta:El área curva entre los dientes para la eliminación de virutas.
- Cara del diente:La superficie frontal del diente
- Ángulo de inclinación:El ángulo de la cara del diente con respecto a una línea perpendicular a la dirección de la hoja.
7.0 Resumen
Para un rendimiento óptimo, seleccione su hoja de sierra de cinta según:
- Tipo de material (sólido, tubo o perfil)
- Acabado superficial deseado
- Velocidad y eficiencia de corte
- Material de la hoja y configuración de los dientes
- TPI correcto considerando el espesor y la forma del material
Consulte siempre las recomendaciones o catálogos del fabricante de la hoja para seleccionar la hoja más adecuada para sus aplicaciones de corte.
Referencia: https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide

