

1.0 Auswahl des Klingenmaterials
1.1 Klingen aus Kohlenstoffstahl
Kohlenstoffstahlblätter sind einfach und preiswert und ideal zum Schneiden weicherer Metalle wie Aluminium, Kupfer, Messing, Bronze und anderer Nichteisenmetalle. Geeignet für Werkstätten mit gelegentlichem Bandsägeneinsatz.
1.2 Bi-Metall-Sägeblätter
Bimetall-Sägeblätter sind der Industriestandard für vielseitige Schneidaufgaben. Sie verfügen über eine Schneide aus Schnellarbeitsstahl (HSS), die mit einem flexiblen Rücken aus legiertem Stahl verschweißt ist, und vereinen Härte mit Flexibilität. Sie sind langlebig und eignen sich zum Schneiden einer Vielzahl von Materialien, einschließlich Edelstahl.
1.3 Hartmetallbestückte Klingen
Hartmetallbestückte Sägeblätter eignen sich optimal zum Schneiden von harten oder abrasiven Materialien, einschließlich gehärtetem Stahl und exotischen Legierungen. Auf ein flexibles Stahlband gelötete Hartmetallzähne sorgen für außergewöhnliche Haltbarkeit, insbesondere bei der Massenproduktion.



2.0 Zahnteilung (TPI) und ihre Bedeutung
2.1 Warum TPI wichtig ist
Der TPI-Wert (Zähne pro Zoll) beeinflusst Schnittgeschwindigkeit, Oberflächengüte und Vibration. Ein höherer TPI-Wert führt zu einem feineren Schnitt, aber einem langsameren Vorschub. Ein niedrigerer TPI-Wert ermöglicht schnelleres Schneiden, führt aber zu einer raueren Oberfläche.
2.2 TPI und Materialstärke
Der TPI-Wert ist umgekehrt proportional zur Materialdicke. Dünne Materialien erfordern einen hohen TPI-Wert, um Vibrationen und Zahnabsplitterungen zu reduzieren. Dicke Materialien benötigen einen niedrigeren TPI-Wert für aggressives Schneiden und effiziente Spanabfuhr.

2.3 Empfohlene TPI-Tabelle (feste Materialien)
| Materialstärke | Empfohlener TPI |
| < 3 mm | 24 – 32 TPI |
| 3 – 6 mm | 18 – 24 TPI |
| 6 – 12 mm | 14 – 18 TPI |
| 12 – 25 mm | 10 – 14 TPI |
| > 25 mm | 6 – 10 TPI |
2.4 TPI für Rohre und Profile
Bei Rohren und Profilen sind sowohl die Wandstärke als auch der maximale Durchmesser entscheidend. Bei dünnwandigen Rohren und Profilen ist die Wandstärke entscheidend. Bei dickeren Materialien spielt der Durchmesser eine größere Rolle.
Ungefährer TPI für Profile (Wandstärke bis 100 mm)
| Wandstärke (mm) | Ø 25 mm | Ø 50 mm | Ø 100 mm | Ø 200 mm | Ø 500 mm |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
Bei kleinen Durchmessern ähnelt der empfohlene TPI-Wert massiven Materialien, um Vibrationen und Zahnschäden beim Schneiden der dünnwandigen Kante zu vermeiden. Bei größeren Profilen reduziert die Materialstärke dieses Problem und ermöglicht weniger Zähne für glattere Schnitte.
2.5 Empfohlener TPI nach Klingenmaterial
Nachfolgend finden Sie empfohlene TPI-Werte für Sägeblätter aus Kohlenstoffstahl, legiertem Stahl und Schnellarbeitsstahl, basierend auf Materialart und -dicke. Diese Werte dienen als schnelle Orientierung bei der Auswahl des richtigen Sägeblatts.


2.6 Klingen aus Kohlenstoffstahl
| Anwendung | Dicke des Metalls | Klingen-TPI |
| Für Aluminium, Messing, Kupfer, Weichbronze, Magnesium, Holz, Weichstahl, härtere Stähle (langsame Geschwindigkeit) | 1/2″ bis 3-3/8″ | 6 |
| Wie oben | 3/8″ bis 1″ | 8 |
| Für Aluminium, Winkeleisen, Gusseisen, Bronze, Messing, Kupfer, verzinkte Rohre, Weichstahl, härtere Stähle (langsame Geschwindigkeit) | 3/16″ bis 3/4″ | 10 |
| Wie oben, zzgl. Elektrokabel | 5/32″ bis 1/2″ | 14 |
| Für dünnwandige Rohre und dünne Profile | 1/8″ bis 1/4″ | 18 |
| Für extra dünne Materialien | 3/32″ bis 1/8″ | 18 |
2.7 Klingen aus legiertem Stahl
| Anwendung | Dicke des Metalls | Klingen-TPI |
| Für Aluminium, Gusseisen, Bronze, Messing, Kupfer, verzinkte Rohre, Weichstahl, härtere Stähle (Chrom, Wolfram) | 3/16″ bis 1″ | 10 |
| Wie oben, einschließlich Elektrokabel | 5/32″ bis 3/4″ | 14 |
| Für dünnwandige Rohre und weiche Materialien | 1/8″ bis 1/2″ | 18 |
| Für extra dünne Materialien | 3/32″ bis 1/8″ | 24 |
2.8 Klingen aus Schnellarbeitsstahl (HSS)
| Anwendung | Dicke des Metalls | Klingen-TPI |
| Für Aluminium, Winkeleisen, Bronze, Messing, Kupfer, verzinkte Rohre, Weichstahl, härtere Stähle (Edelstahl, Chrom, Wolfram) | 7/32″ bis 7/8″ | 10 |
| Wie oben | 3/16″ bis 5/8″ | 14 |
| Für dünnere Abschnitte | 5/32″ bis 3/8″ | 18 |
Tipp: Für schwer zu schneidende Materialien wie rostfreien Stahl und Wolframstahl werden HSS-Sägeblätter bei niedrigeren Geschwindigkeiten und entsprechender Schmierung empfohlen.
3.0 Zahnkonfiguration
3.1 Normalzahn-Sägeblätter
- Gerade Zähne
- Gleichmäßiger Abstand mit tiefen Kehlen
- 0° Spanwinkel
- Geeignet zum universellen Sägen und Konturschneiden dünner Bleche.
3.2 Hakenzahnklingen
- Große, weit auseinander stehende Zähne
- Tiefe Kehlen
- Positiver Spanwinkel von 10°
- Ideal für schnelle, grobe Schnitte in dicke oder harte Metalle.
3.3 Zahnscheiben
- Weit auseinander stehende Zähne mit flachen Zahnlücken
- 0° Spanwinkel bei 90° Zahnform
- Geeignet für Nichteisenmetalle und weiche Materialien, reduziert Verstopfungen.
4.0 Zahnsatzmuster
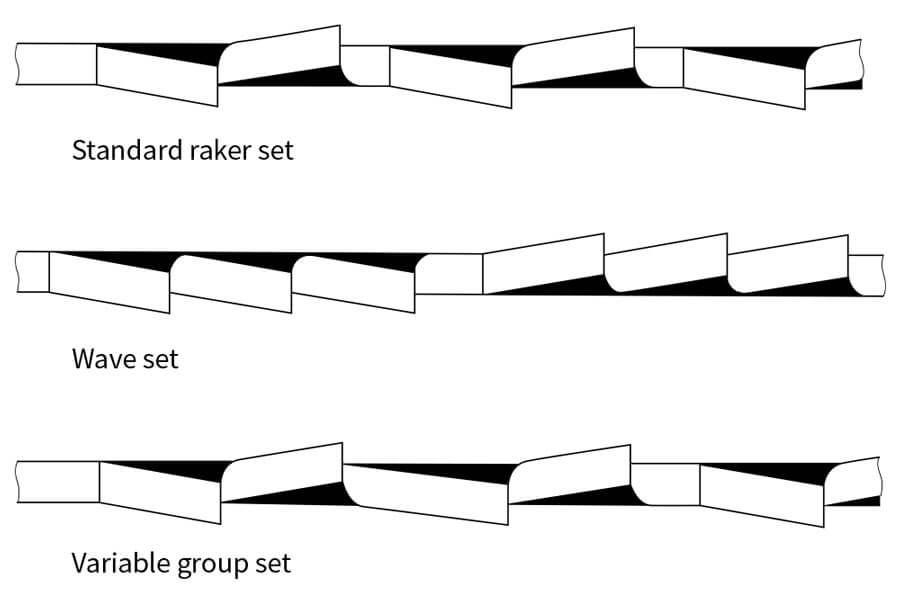
4.1 Standard-Zahngarnitur
- Abwechselnde linke und rechte Versätze
- Für allgemeine Schnitte mit mittlerer Schnittbreite.
4.2 Variabler (welliger) Satz
- Allmähliche Änderungen des linken und rechten Versatzes
- Reduziert Rattern, ideal für dünne Materialien und Hohlprofile.
4.3 Gerades (Raker) Set
- Minimaler oder kein Versatz
- Erzeugt feine, schmale Schnittfugen, erhöht jedoch das Risiko einer Verklemmung.
5.0 Weitere Überlegungen
5.1 Schnittbreite und Schnittspannung
Hartmetallbestückte Sägeblätter erzeugen einen breiteren Schnitt, wodurch die Belastung des Werkstücks zunimmt und dünne Materialien möglicherweise verformt werden. Sägeblätter aus Bimetall und Kohlenstoffstahl erzeugen schmalere Schnitte und eignen sich daher besser für dünne oder empfindliche Materialien.
Dies ist besonders wichtig für manuelle Bandsägemaschinen, wo die Vorschubgeschwindigkeit des Bedieners variieren kann, was das Risiko eines Sägeblattverschleißes erhöht.
5.2 Vibrationskontrolle
Vermeiden Sie Zahnlücken, die größer als die Materialstärke sind, um Vibrationen und Verschleiß zu minimieren. Stellen Sie sicher, dass beim Schneiden mehrere Zähne im Eingriff sind.
5.3 Kühlung und Schmierung
Bimetall- und Hartmetallklingen reagieren empfindlich auf Überhitzung. Durch geeignete Kühlung verlängern Sie die Lebensdauer der Klinge und verbessern die Schneidleistung.
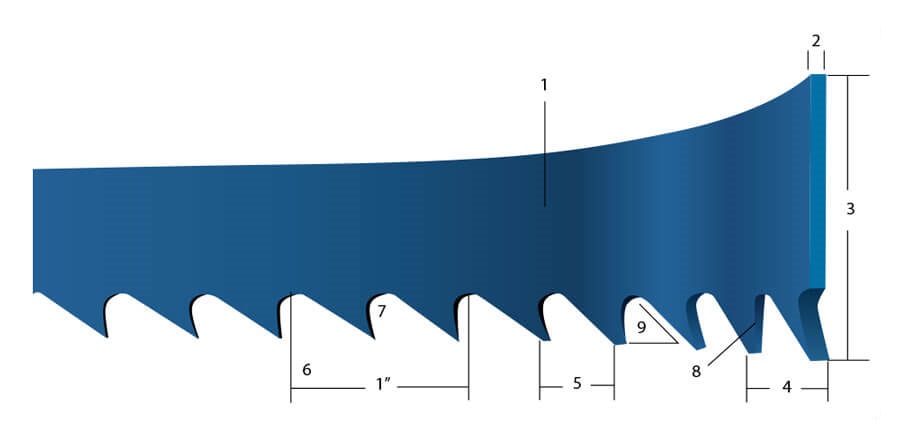
6.0 Bandsägeblatt-Terminologie
- Zurück: Die nicht schneidende Kante der Klinge
- Breite/Höhe: Abstand von der Zahnspitze bis zum Rücken
- Satz: Der Betrag, um den die Zähne von der Blattmittellinie versetzt sind
- Zahnteilung: Abstand zwischen den Zahnspitzen (wird zur Berechnung des TPI verwendet)
- Speiseröhre: Der gekrümmte Bereich zwischen den Zähnen zur Spanabfuhr
- Zahngesicht: Die Vorderseite des Zahns
- Spanwinkel: Der Winkel der Zahnfläche im Verhältnis zu einer senkrechten Linie zur Sägeblattrichtung
7.0 Zusammenfassung
Wählen Sie Ihr Bandsägeblatt für optimale Leistung auf der Grundlage der folgenden Kriterien aus:
- Materialart (Massiv, Rohr oder Profil)
- Gewünschte Oberflächenbeschaffenheit
- Schnittgeschwindigkeit und Effizienz
- Klingenmaterial und Zahnkonfiguration
- Korrekter TPI unter Berücksichtigung der Materialstärke und -form
Beachten Sie bei der Auswahl der für Ihre Schneidanwendungen am besten geeigneten Klinge immer die Empfehlungen oder Kataloge des Klingenherstellers.
Referenz: https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide
