

1.0 اختيار مادة الشفرة
1.1 شفرات من الفولاذ الكربوني
شفرات الفولاذ الكربوني أساسية وبأسعار معقولة، ومثالية لقطع المعادن اللينة مثل الألومنيوم والنحاس والبرونز وغيرها من المعادن غير الحديدية. مناسبة للورش التي تستخدم منشارًا شريطيًا من حين لآخر.
1.2 شفرات ثنائية المعدن
تُعد الشفرات ثنائية المعدن المعيار الصناعي لمهام القطع المتعددة الاستخدامات. تتميز بحافة قطع من الفولاذ عالي السرعة (HSS) ملحومة بظهر من الفولاذ السبائكي المرن، مما يجمع بين الصلابة والمرونة. وهي متينة ومناسبة لقطع مجموعة واسعة من المواد، بما في ذلك الفولاذ المقاوم للصدأ.
1.3 شفرات ذات أطراف من الكربيد
تُعد الشفرات ذات الأطراف المصنوعة من الكربيد مثالية لقطع المواد الصلبة أو الكاشطة، بما في ذلك الفولاذ المقسّى والسبائك النادرة. توفر أسنان كربيد التنغستن الملحومة على شريط فولاذي مرن متانة استثنائية، خاصةً للإنتاج بكميات كبيرة.



2.0 درجة ميل الأسنان (TPI) وأهميتها
2.1 لماذا TPI مهم
يؤثر عدد الأسنان في البوصة (TPI) على سرعة القطع، وتشطيب السطح، والاهتزاز. كلما ارتفع عدد الأسنان في البوصة، زادت دقة القطع مع معدل تغذية أبطأ. أما عدد الأسنان في البوصة المنخفض، فيتيح قطعًا أسرع، ولكنه ينتج سطحًا أكثر خشونة.
2.2 TPI وسمك المادة
يتناسب مؤشر TPI عكسيًا مع سُمك المادة. تتطلب المواد الرقيقة مؤشر TPI عاليًا لتقليل الاهتزاز وتشقق الأسنان. بينما تتطلب المواد السميكة مؤشر TPI أقل للقطع القوي وإزالة الرقائق بكفاءة.

2.3 مخطط TPI الموصى به (المواد الصلبة)
| سمك المادة | TPI الموصى به |
| < 3 مم | 24 – 32 نقطة في البوصة |
| 3 – 6 ملم | 18 – 24 نقطة في البوصة |
| 6 – 12 ملم | 14 – 18 نقطة في البوصة |
| 12 – 25 ملم | 10 – 14 نقطة في البوصة |
| > 25 ملم | 6 – 10 نقاط في البوصة |
2.4 TPI للأنابيب والمقاطع
بالنسبة للأنابيب والمقاطع، يُعدّ سُمك الجدار وأقصى قطر عاملين حاسمين. بالنسبة للأنابيب والمقاطع رقيقة الجدار، تُعطى الأولوية لسُمك الجدار. أما بالنسبة للمواد الأكثر سُمكًا، فيصبح القطر أكثر تأثيرًا.
TPI التقريبي لـ الملفات الشخصية (سمك الجدار يصل إلى 100 ملم)
| سمك الجدار (مم) | Ø 25 مم | Ø 50 مم | Ø 100 مم | Ø 200 مم | Ø 500 مم |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
بأقطار صغيرة، يُنصح باستخدام مادة TPI تشبه المواد الصلبة لتجنب الاهتزاز وتلف الأسنان عند قطع الحواف الرقيقة. أما بالنسبة للمقاطع الأكبر، فتُخفف قوة المادة هذه المشكلة، مما يسمح باستخدام عدد أقل من الأسنان للحصول على قطع أكثر سلاسة.
2.5 TPI الموصى به حسب مادة الشفرة
فيما يلي قيم TPI الموصى بها لشفرات الفولاذ الكربوني، والفولاذ السبائكي، والفولاذ عالي السرعة، بناءً على نوع المادة وسمكها. تُعدّ هذه القيم دليلاً سريعًا لاختيار الشفرة المناسبة.


2.6 شفرات من الفولاذ الكربوني
| طلب | سمك المعدن | شفرة TPI |
| للألمنيوم والنحاس والنحاس الأصفر والبرونز الناعم والمغنيسيوم والخشب والفولاذ الصلب والفولاذ الأكثر صلابة (سرعة بطيئة) | 1/2 بوصة إلى 3-3/8 بوصة | 6 |
| نفس ما ورد أعلاه | 3/8 بوصة إلى 1 بوصة | 8 |
| للألمنيوم، والحديد الزاوي، والحديد الزهر، والبرونز، والنحاس الأصفر، والنحاس الأصفر، والأنابيب المجلفنة، والفولاذ الصلب، والفولاذ الأكثر صلابة (سرعة بطيئة) | 3/16 بوصة إلى 3/4 بوصة | 10 |
| نفس ما سبق، بالإضافة إلى الكابلات الكهربائية | 5/32 بوصة إلى 1/2 بوصة | 14 |
| للأنابيب ذات الجدران الرقيقة والأقسام الرقيقة | 1/8 بوصة إلى 1/4 بوصة | 18 |
| للمواد الرقيقة جدًا | 3/32 بوصة إلى 1/8 بوصة | 18 |
2.7 شفرات من سبائك الفولاذ
| طلب | سمك المعدن | شفرة TPI |
| للألمنيوم والحديد الزهر والبرونز والنحاس والنحاس الأصفر والأنابيب المجلفنة والفولاذ الصلب والفولاذ الأكثر صلابة (الكروم والتنجستن) | 3/16 بوصة إلى 1 بوصة | 10 |
| نفس ما ورد أعلاه، بما في ذلك الكابلات الكهربائية | من 5/32 بوصة إلى 3/4 بوصة | 14 |
| للأنابيب ذات الجدران الرقيقة والمواد الناعمة | 1/8 بوصة إلى 1/2 بوصة | 18 |
| للمواد الرقيقة جدًا | 3/32 بوصة إلى 1/8 بوصة | 24 |
2.8 شفرات الفولاذ عالي السرعة (HSS)
| طلب | سمك المعدن | شفرة TPI |
| للألمنيوم، والحديد الزاوي، والبرونز، والنحاس الأصفر، والنحاس، والأنابيب المجلفنة، والفولاذ الصلب، والفولاذ الأكثر صلابة (الفولاذ المقاوم للصدأ، والكروم، والتنجستن) | من 7/32 بوصة إلى 7/8 بوصة | 10 |
| نفس ما ورد أعلاه | من 3/16 بوصة إلى 5/8 بوصة | 14 |
| للأقسام الأرق | من 5/32 بوصة إلى 3/8 بوصة | 18 |
نصيحة: بالنسبة للمواد التي يصعب قطعها مثل الفولاذ المقاوم للصدأ والفولاذ التنجستن، يوصى باستخدام شفرات HSS بسرعات أبطأ مع التزييت المناسب.
3.0 تكوين الأسنان
3.1 شفرات ذات أسنان عادية
- أسنان مستقيمة الوجه
- تباعد متساوي مع وجود حوصلات عميقة
- زاوية ميل 0 درجة
- مناسب للقطع العام وقطع الصفائح المعدنية الرقيقة.
3.2 شفرات ذات أسنان خطافية
- أسنان كبيرة ومتباعدة على نطاق واسع
- البلعوم العميق
- زاوية ميل موجبة 10°
- مثالي للقطع السريعة والخشنة على المعادن السميكة أو الصلبة.
3.3 شفرات ذات أسنان متقاطعة
- أسنان متباعدة على نطاق واسع مع حلق ضحل
- زاوية أشعل النار 0 درجة مع شكل أسنان 90 درجة
- مناسب للمعادن غير الحديدية والمواد اللينة، مما يقلل من الانسداد.
4.0 أنماط مجموعة الأسنان
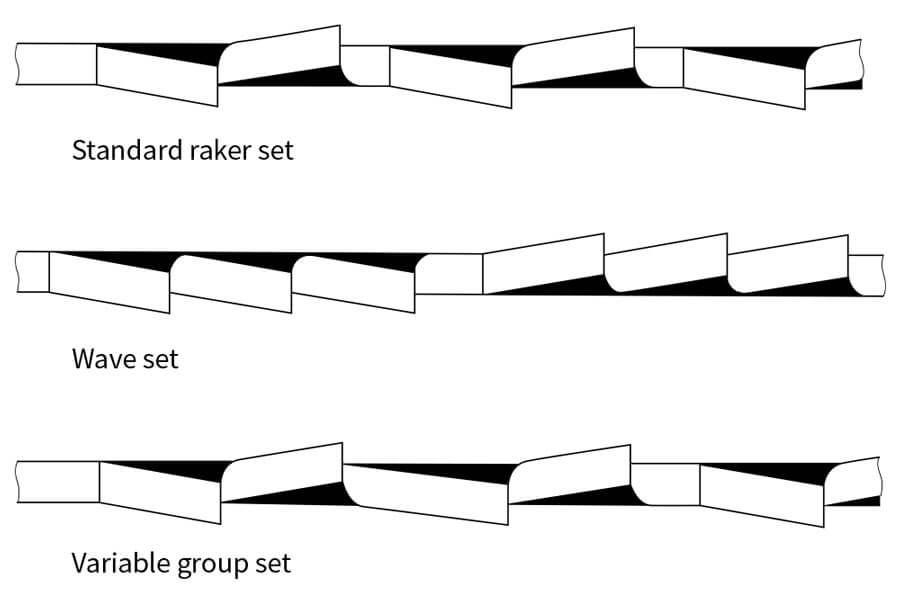
4.1 مجموعة الأسنان القياسية
- تبديل الإزاحات اليمنى واليسرى
- للقطع للأغراض العامة مع عرض شق معتدل.
4.2 مجموعة متغيرة (متموجة)
- تغييرات تدريجية في الإزاحات اليمنى واليسرى
- يقلل من الثرثرة، مثالي للمواد الرقيقة والأقسام المجوفة.
4.3 مجموعة مستقيمة (راكر)
- إزاحة ضئيلة أو معدومة
- يُنتج شقوقًا دقيقة وضيقة ولكنه يزيد من خطر الالتصاق.
5.0 اعتبارات إضافية
5.1 عرض الشق وإجهاد القطع
تُنتج الشفرات ذات الرؤوس المصنوعة من الكربيد شقوقًا أوسع، مما يزيد الضغط على قطعة العمل، وقد يُشوّه المواد الرقيقة. تُنتج الشفرات ثنائية المعدن والفولاذ الكربوني شقوقًا أضيق، وهي أفضل للمواد الرقيقة أو الحساسة.
وهذا مهم بشكل خاص ل آلات المناشير الشريطية اليدويةحيث قد يختلف معدل تغذية المشغل، مما يزيد من خطر تآكل الشفرة.
5.2 التحكم في الاهتزاز
تجنب فجوات الأسنان التي تتجاوز سُمك المادة لتقليل الاهتزاز والتآكل. تأكد من استخدام عدة أسنان أثناء القطع.
5.3 التبريد والتزييت
الشفرات ثنائية المعدن وذات الأطراف الكربيدية حساسة لارتفاع درجة الحرارة. استخدم نظام تبريد مناسب لإطالة عمر الشفرة وتحسين كفاءة القطع.
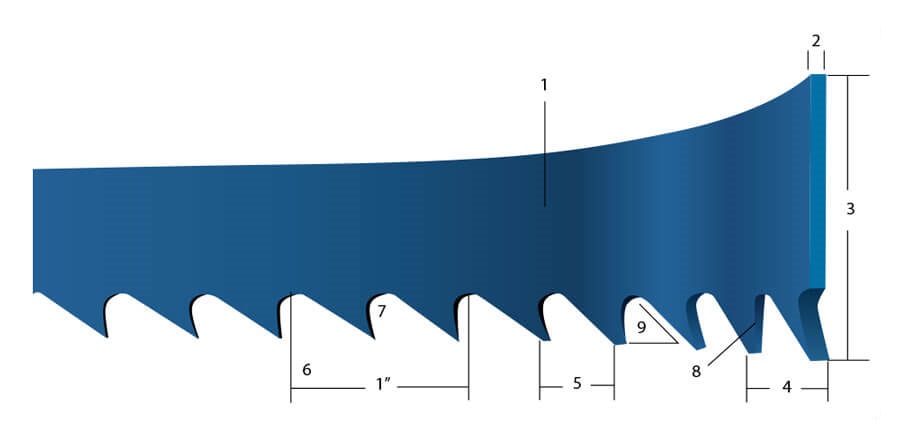
6.0 مصطلحات شفرة المنشار الشريطي
- خلف:الحافة غير القاطعة للشفرة
- العرض/الارتفاع:المسافة من طرف السن إلى الخلف
- تعيين:عدد الأسنان المتباعدة عن خط وسط الشفرة
- درجة الأسنان:المسافة بين أطراف الأسنان (تستخدم لحساب TPI)
- المريء:المنطقة المنحنية بين الأسنان لإزالة الرقائق
- وجه الأسنان:السطح الأمامي للسن
- زاوية أشعل النار:زاوية وجه السن بالنسبة لخط عمودي على اتجاه الشفرة
7.0 ملخص
للحصول على الأداء الأمثل، حدد شفرة المنشار الشريطي الخاصة بك بناءً على:
- نوع المادة (صلبة، أنبوبية، أو مقطعية)
- التشطيب السطحي المطلوب
- سرعة القطع والكفاءة
- مادة الشفرة وتكوين الأسنان
- TPI الصحيح مع مراعاة سمك المادة وشكلها
قم دائمًا بمراجعة توصيات الشركة المصنعة للشفرة أو الكتالوجات لاختيار الشفرة الأكثر ملاءمة لتطبيقات القطع الخاصة بك.
المرجع: https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide

