مقدمة:
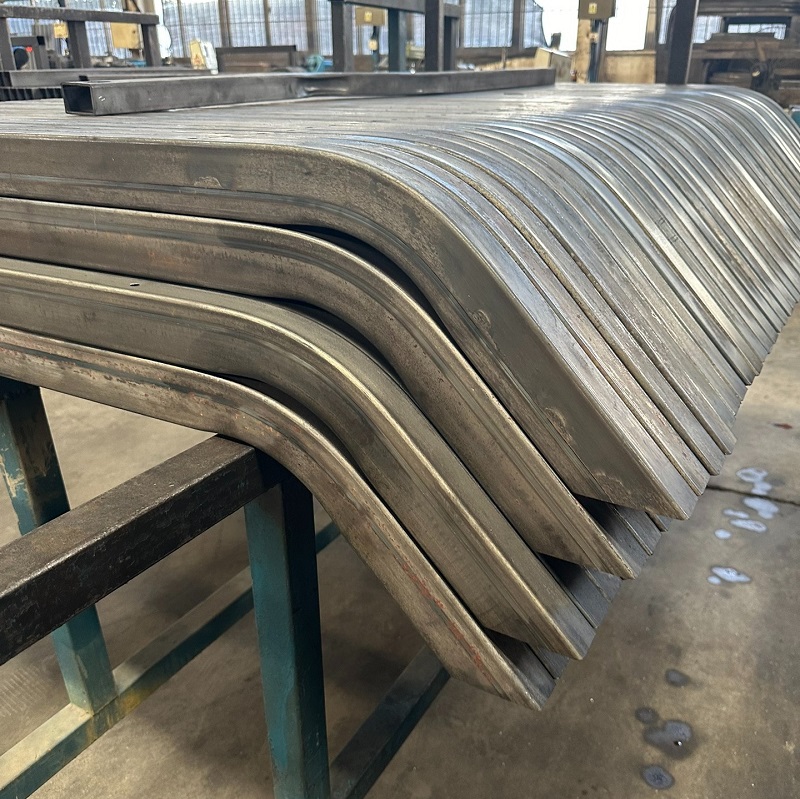
تُعد أنابيب الانحناء من المكونات الأساسية في العديد من الصناعات، بما في ذلك البناء والسيارات والفضاء والهندسة الكيميائية، نظرًا لكمياتها الكبيرة وأنواعها المتنوعة. تلبي هذه الأجزاء المتطلبات المتزايدة لخفة وزن المنتجات والقوة العالية من منظور المواد والبنية.
ومع ذلك، أثناء عملية الانحناء، قد تنشأ مشاكل الإجهاد والتشوه، مما يؤثر على أداء الأنابيب وقد يؤدي إلى مشاكل هيكلية وقضايا أخرى.
تهدف هذه المقالة إلى معالجة الأسئلة والأجوبة المتعلقة بالإجهاد والتشوه في أنابيب الانحناء المصنوعة من الفولاذ المقاوم للصدأ.
1.0 أسباب الإجهاد والتشوه في الأنابيب المنحنية
1.1 الإجهاد الناتج أثناء المعالجة
معدل التبريد: في عملية الانحناء، يمكن لمعدلات التبريد غير المتساوية أن تسبب اختلافات في درجات الحرارة داخل مادة الأنبوب، مما يؤدي إلى تباين الخصائص الميكانيكية في مناطق مختلفة وإحداث إجهاد حراري. عندما يكون هناك اختلاف كبير في معدلات التبريد بين المناطق، فإن التمدد أو إجهاد ضاغط يمكن أن تتشكل في مناطق درجات الحرارة الأعلى والأقل. يمكن أن يؤدي توزيع الإجهاد غير المتساوي هذا إلى تشوه موضعي أو تراكم إجهاد متبقي، مما يؤثر على جودة الأنبوب.
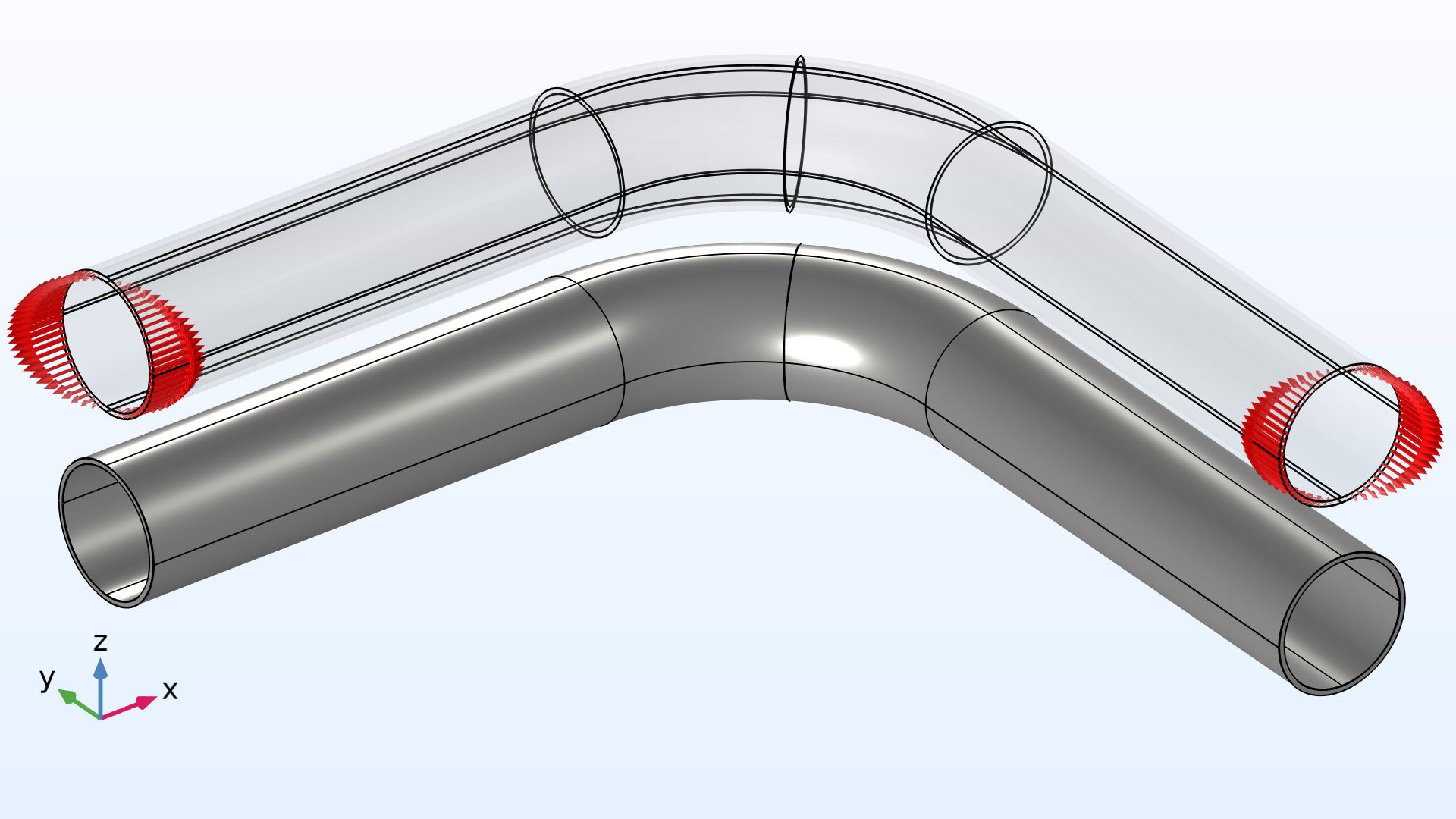
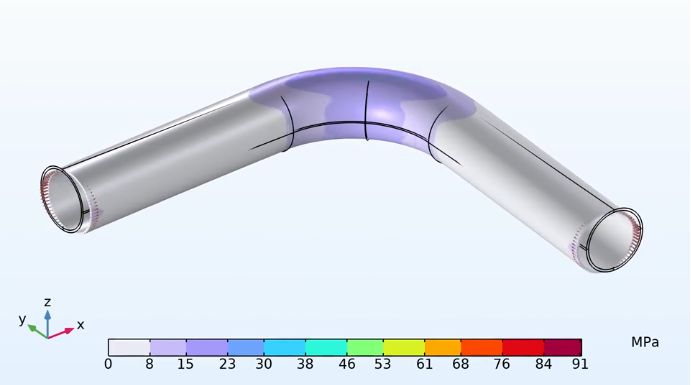
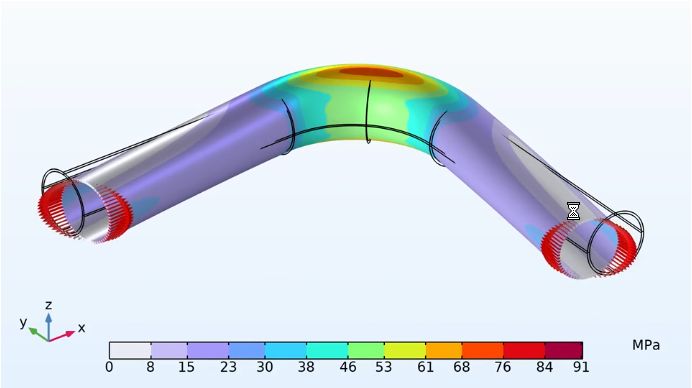
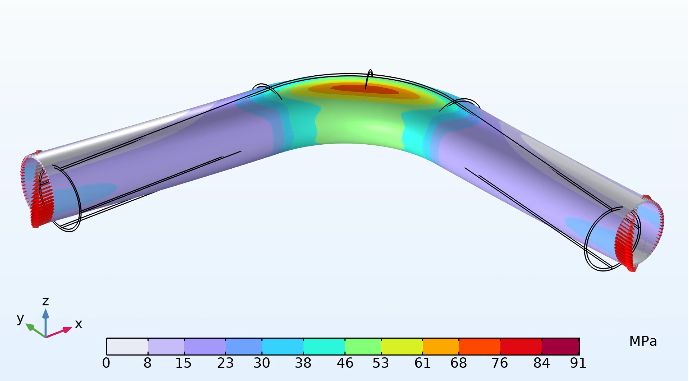
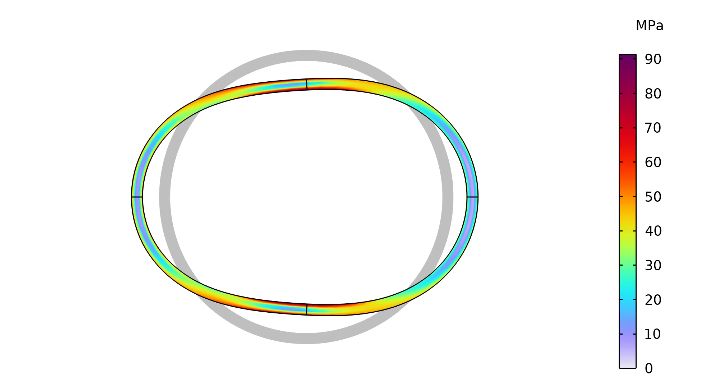
عملية الانحناء: أثناء ثني أنابيب الفولاذ المقاوم للصدأ، يحدث إجهاد الشد على الجانب الخارجي بينما يحدث إجهاد الضغط على الجانب الداخلي. يمكن أن يؤدي توزيع الإجهاد غير المتساوي في الأجزاء المختلفة إلى حدوث تشوه مثل التبيض أو التجعد أثناء عملية الثني.
المعالجة غير السليمة: يمكن أن يؤدي استخدام قوالب أو آلات ثني غير مناسبة، أو إعدادات CNC غير المناسبة، أو سرعة المعالجة المفرطة، أو التزييت الرديء إلى تركيز إجهاد موضعي وتشوه لا رجعة فيه في الأنبوب.
1.2 تأثير خصائص المواد
الضغوط الداخلية: خاصة في المواد المعدنية المدرفلة على البارد، قد يتم إطلاق الضغط الداخلي في المادة أثناء الانحناء، مما يتسبب في الانحناء أو الانحناء، مما يؤثر على دقة شكل الأنبوب.
صلابة عالية و التصلب بالعمل البارد: يمكن أن تؤدي صلابة الفولاذ المقاوم للصدأ العالية إلى التصلب بسبب العمل البارد أثناء الانحناء، مما يتسبب في زيادة صلابة سطح المادة تحت الضغط الشد، مما يجعلها أكثر هشاشة.
المرونة واللدونة: يميل الفولاذ المقاوم للصدأ إلى الارتداد بشكل كبير أثناء الانحناء، مما يؤدي إلى انحرافات بين الشكل النهائي للأنبوب ومتطلبات التصميم.
1.3 إعدادات المعدات غير الصحيحة
اختيار قالب الانحناء غير المناسب: اختيار القوالب ذات الأبعاد أو أقطار الانحناء أو المواد غير الصحيحة لآلة الانحناء يمكن أن يؤثر على توزيع الضغوط وتشوه الأنبوب.
التحكم في سرعة الانحناء غير الصحيح: قد يؤدي الخطأ في برمجة آلة الانحناء أو عدم ضبط سرعة الانحناء وفقًا لمواد مختلفة إلى إجهاد غير متساوٍ على المادة، خاصة خلال المراحل الأولية والنهائية من الانحناء، مما يؤدي إلى تشوه موضعي أو تشوه الشكل.
2.0 طرق الكشف عن الإجهاد والتشوه في الأنابيب المنحنية
2.1 أدوات الفحص والقياس البصرية

التفتيش البصري: فحص سطح الأنبوب بحثًا عن الشقوق أو الخدوش أو الانبعاجات أو العيوب الأخرى باستخدام العين المجردة أو عدسة مكبرة.
الفرجار والميكرومتر: قياس القطر الخارجي والقطر الداخلي وسمك الجدار للتحقق من دقة الأبعاد، وتقييم الاستدارة والقطر ونصف قطر الانحناء للأنبوب للتأكد من أنها تلبي متطلبات التصميم.
2.2 اختبار العينة المرجعية
مقارنة الأنبوب بالعينات القياسية لتحديد ما إذا كان يلبي متطلبات التصميم.
2.3 اختبار معيار التسامح
اختبار نصف قطر انحناء الأنبوب وزاويته وأبعاده وشكلها وفقًا لمعايير التسامح.
2.4 الاختبارات غير المدمرة للدقة العالية
- حيود الأشعة السينية (XRD)
- الاختبار بالموجات فوق الصوتية
- اختبار الجسيمات المغناطيسية
- آلة قياس الإحداثيات (CMM)
- تقنية المسح الضوئي بالليزر
3.0 الحلول: طرق فعالة لمعالجة مشاكل الإجهاد والتشوهات
3.1 تحسين نصف قطر الانحناء
نصف قطر الانحناء: اختر نصف قطر انحناء مناسبًا بناءً على سمك جدار الأنبوب وخصائص المادة. يمكن أن يؤدي نصف القطر الصغير جدًا إلى تمدد مفرط على الجانب الخارجي وضغط على الجانب الداخلي، مما يؤدي إلى تشوه.
اتبع مبدأ "نصف قطر الانحناء الأدنى": عادةً ما يكون نصف قطر الانحناء الأدنى 3-5 أضعاف قطر الأنبوب لتقليل تركيز الإجهاد.
3.2 التحكم في سرعة الانحناء
سرعة الانحناء: يمكن أن تؤدي سرعة الانحناء العالية جدًا إلى توزيع غير متساوٍ للإجهاد، مما يتسبب في تشوه موضعي وارتداد. وعلى العكس من ذلك، قد تؤدي السرعة البطيئة جدًا إلى تصلب العمل البارد. آلات ثني الأنابيب مع أنظمة التحكم CNC، يمكن برمجة التعامل مع سرعات الانحناء لمواد مختلفة.
3.3 استخدم عملية الثني متعددة التمريرات
ثني الخطوات المتعددة: إن القيام بخطوات ثني متعددة يمكن أن يقلل بشكل فعال من إجهاد كل ثني، وبالتالي تقليل الارتداد والتشوه.
3.4 قوالب آلات الانحناء المخصصة
اختيار قوالب الانحناء المناسبة مع أقطار الانحناء والأبعاد المناسبة لمواصفات الأنبوب، وصيانة القوالب بانتظام لضمان سطح أملس، مما يقلل من الضرر الذي يلحق بالأنبوب أثناء الانحناء.
4.0 أسئلة وأجوبة شائعة حول الإجهاد والتشوه في الأنابيب المنحنية
ما هي أنواع الضغوط التي تحدث في أنابيب الانحناء المعدنية؟
إجهاد الشد (الجانب الخارجي)، وإجهاد الانضغاط (الجانب الداخلي)، وإجهاد القص.
ما هي العلاقة بين الحد الأدنى لنصف قطر الانحناء والإجهاد؟
يؤدي نصف القطر الأصغر إلى زيادة الضغط، مما قد يؤدي إلى فشل خصائص المادة الأصلية.
لماذا يحدث الإجهاد المتبقي أثناء الانحناء؟
يحدث الإجهاد المتبقي بسبب عدم إطلاق الإجهاد الداخلي بالكامل أثناء عملية الانحناء.
كيفية تقليل التشوه أثناء الانحناء؟
استخدم أدوات الانحناء المناسبة وآلات الانحناء التي يتم التحكم فيها بواسطة الحاسب الآلي للتحكم في نصف القطر، وتجنب التمدد أو الضغط المفرط.
ما هي ظاهرة الارتداد؟
الارتداد هو عندما تعود المادة جزئيًا إلى شكلها الأصلي بعد الانحناء، مما يسبب الانحرافات.
مراجع
- الضغوط المثيرة للاهتمام في انحناءات الأنابيب https://www.comsol.com/blogs/the-intriguing-stresses-in-pipe-bends
- خلفية SIFs ومؤشرات الإجهاد للأحمال اللحظية لمكونات الأنابيب https://www.osti.gov/biblio/841246
- عوامل تكثيف الإجهاد (i-Factors)، وعوامل المرونة (k-Factors)، وتحديدها لمكونات الأنابيب المعدنيةB31J – 2017 https://www.asme.org/codes-standards/find-codes-standards/b31j-stress-intensification-factors-flexibility-factors-determination-metallic-piping-components/2017/pdf